
西门子呼和浩特授权代理商
连接保护性导线
S7-1500 自动化系统/ ET 200MP 分布式 I/O 系统必须连接到电气系统的保护导线系统,
以确保电气安全。
要连接保护性导线,请执行以下步骤:
1. 剥去直径小为 10 mm2 的接地导线外皮。使用压线钳连接一个用于 M6 螺栓的环形
电缆接线片。
2. 将附带的螺栓滑入 T 型槽中。
3. 将垫片、带接地连接器的环形端子、扁平垫圈和锁定垫圈插入螺栓(按该顺序)。旋
转六角螺母。通过该螺母将组件拧紧到位(拧紧扭矩 4 Nm)。
4. 将接地电缆的另一端连接到中央接地点/保护性母线 (PE)。
西门子ET200S和西门子ET200SP是分布式I/O模块中的其中一个系列,广泛的应用在由西门子PLC组成的各种自动化控制系统中。它们作为分布式I/O,主要的作用是将分散的设备信号采集起来,并通过Profinet,Profibus DP等通讯方式与CPU之间建立连接,实现CPU对远程设备的I/O控制。这种分布式I/O的控制方式在工厂自动化系统中具有典型的应用,并为我们解决了如何控制分散设备集中控制的问题。西门子分布式I/O有多种类型,其中ET200S和ET200SP是较为常用的两种,它们之间也有一些区别。本文下面对这两种类型的模块区别做一个说明,为我们在项目的选型,控制方案的制定过程中提供参考。
二、西门子ET200S与ET200SP区别
西门子ET200S和ET200SP都是分布式I/O,它们在使用过程中有一些类似的用法,例如:都可以支持Profinet通讯方式与主CPU进行数据交换;都可以作为远程的I/O模块进行设备信号的采集和发送;除了这些基本功能外,它们分别有一些各自的特点,下面介绍如下:
1. ET200S特点
(1)需要提供电源模块来为该系列模块供电,如果电源模块供电能力不能满足要求,需要再增加电源模块的数量;
(2)支持多线连接的模块;
(3)具有多种功能,拥有多个模块种类,例如:电机起动器,安全技术,功能模块,CPU,通讯模块等;
(4)可以安装在危险区域,例如:Zone 2;
(5)具有高速模块,即HS,可以满足高速和高精度要求;
(6)具有集成DI/DO的紧凑型扩展模块,例如:西门子ET 200S紧凑型;
2. ET200SP特点
(1)可以实现Profinet和Profibus DP两种通讯方式;
(2)各个负载电势组的形成不需要电源模块,这是和ET200S一个显著的区别;
(3)系统支持接线,运行中插拔模块,模块空缺运行,诊断功能等;
(4)采用直插式端子,节省了布线的空间,我们可以单手接线而不需要使用工具,
(5)模块设计更加紧凑,单个模块多支持16通道,相比ET200S,模块通道增加了一倍;
(6)编程组态可以通过Step7 V5.5,前提是需要导入GSD文件或者使用TIA博途STEP7 V14软件
①电缆的屏蔽层
②电缆保护层
③总线接线端子,PCB上的标识用于连接总线电缆
剥去电缆的绝缘层。
将绿色和红色的线插入端子(A1、B1或A2、B2,建议A=红色,B=绿色)。
将电缆压紧到线槽中。
将绿色和红色的芯线在端子上拧紧。
图二:
总线连接的第1个和后一个节点上profibus,电缆必须始终连接在左侧(见连接器标记A1,B1)。
①PROFIBUS上的第1个和后一个节点的拨码开关设置为:“on”(终端电阻器接通)。
②电缆屏蔽层必须完好接触在裸露的金属导上。
图三:
对于其它所有节点上的PROFIBUS总线连接,进线电缆应该始终连接在左边(A1,B1),出线电缆应始终连接右边(A2,B2)。
①PROFIBUS上的其他所有节点上的拨码开关设置为:“off”(终端电阻断开)。
②电缆屏蔽层必须完好接触在裸露的金属导。
提示:当开关处于“ON”的位置,从这一点到其他节点的PROFIBUS将断开连接。
机械手在自动化生产线和数控加工中心上都应用的非常普遍。机械手的运动控制是一个典型的步进控制,即控制系统按照固定的步骤,一步接着一步地执行,也就是说只有前一个动作完成后才允许后一个动作发生。
图1是某搬运机械手的工作示意图,其任务是将传送带A上的物品搬送至传送带B上。该机械手有三个动作:升降运动由液压缸驱动,回转运动由液压马达驱动,手爪的松夹运动由另一液压缸驱动。三个动作的正反向运动均由电磁换向阀来改变液流的方向来控制。传送带A和B均由电动机通过机械装置来驱动。机械手一个动作循环的动作顺序如下:
原位→下降→抓紧→上升→正转→下降→松开→上升→反转→原位
机械手的每次循环动作均从原位开始。动作的切换除抓紧/松开由压力继电器和时间控制外,机械手的升降和回转运动均由限位开关控制。

图1 某搬运机械手的工作示意图
一、控制要求
(1)机械手在原位时,按下启动按钮,系统启动,传送带A运转。当装在传输带A端部的光电开关检测到物品后,传送带A停止。
(2)传输带A停止后,机械手进行一次循环动作,把物品从传送带A上搬到连续运转的传送带B上。
(3)机械手返回原位后,自动启动传送带A运转,进行下一个循环。
(4)按下停止按钮后,待整个循环完成后,机械手返回原位,才能停止工作。
二、I/O通道分配

表1 I/O通道分配
三、I/O接线图

图2 机械手的I/O接线图
四、梯形图程序设计
机械手的动作控制是一个典型的步进控制,采用状态流程图可以大大简化梯形图的设计。这里先介绍状态流程图的画法。
(1)将整个工作过程分为若干个独立的控制功能步,简称步(本例中机械手的工作过程就可以分解成九个独立的步),它是为完成相应的控制功能而设计的独立的控制程序或程序段。
(2)每个独立的步分别用一个方框表示,根据动作顺序将各个步用箭头连接起来。
(3)在相邻的两个步之间画上一条短横线,表示状态转换条件。当转换条件满足时上一步被封锁,下一步被激活,转向执行新的控制程序,若不满足转换条件,则继续执行上一步的控制程序。
(4)在每个步的右侧画上要被执行的控制程序。
机械手步进控制的状态流程图如图3所示。
步进控制在OMRON C系列机型中采用移位寄存器SFT很容易实现,当然不用SFT指令也能实现。图4是用SFT指令来设计的梯形图。
机械手原位时,按下启动按钮SB1,与其对应的输入点0000为ON,使0500为ON,传送带A运转;当光电开关PS检测到有物品后,0007为ON,使0500为OFF,传送带A停止运行。在0500的后沿,MOV指令将#0001送入HR0通道中,使HR000位为“1”而其余位为“0”,使机械手执行下降的动作。为移位脉冲的产生做好准备。
机械手下降到位时,下降限位开关0003为ON,发出移位脉冲,使HR001为“1”,HR000为“0”(因为1812为常开继电器),机械手停止下降。此时0503为ON,开始执行抓紧动作。为下一个移位脉冲的产生做准备。
机械手抓紧到位时,压力继电器K的动合触点闭合,0006为ON,又发出一个移位脉冲,使HR002为“1”,HR001为“0”。此时,0504为ON,机械手紧抓着物品上升。为下一个移位脉冲的产生做准备。
机械手上升到位时,上升限位开关0002为ON,又发出一个移位脉冲,使HR003为“1”,HE002为“0”,使0504为OFF,机械手停止上升。此时0501为ON,机械手执行正转动作。为下一个移位脉冲的产生做准备。
械手正转到位时,正转限位开关0004为ON,又发出一个移位脉冲,使HR004为“1”,HR003为“0”,使0501为OFF,机械手停止正转。此时0505为ON,机械手执行下降动作。为下一个移位脉冲的产生做准备。
机械手下降到位时,下降极限开关0003为ON,又发出一个移位脉冲,使HR005为“1”,HR004为“0”,使0505为OFF,机械手停止下降。此时0503被复位,机械手执行放松动作,并且启动定时器TIM01。为下一个移位脉冲的产生做准备。
在TIM01的定时时间到时,机械手放松到位,又发出一个移位脉冲,使HR006为“1”,HR005为“0”。此时,0504为ON,机械手执行上升动作。为下一个移位脉冲的产生做准备。
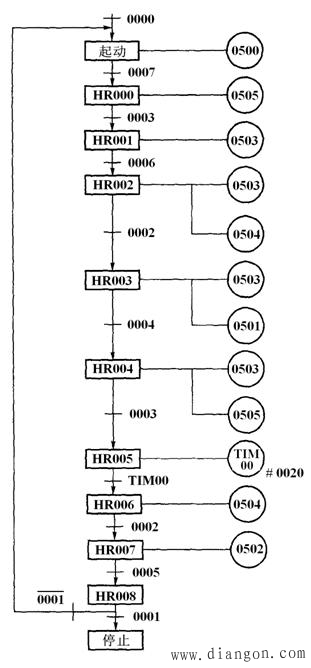
图3 状态流程图
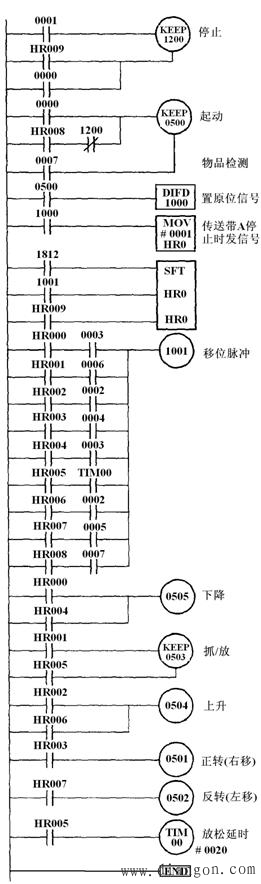
图4 机械手梯形图
机械手上升到位时,上升限位开关0002为ON,又发出一个移位脉冲,使HR007为“1”,HR006为“0”,使0504为OFF,机械手停止上升。此时,0502为ON,机械手执行反转动作。为下一个移位脉冲的产生做准备。
机械手反转到位时,反转限位开关0005为ON,又发出一个移位脉冲,使HR008为“1”,HR007为“0”,使0502为OFF,机械手停止反转。此时,机械手已回到原位,只要在此之前没有按下停止按钮,HR008将0500置位,传送带A重新运行,等待物品检测信号0007的到来。为下一个移位脉冲的产生做准备。
无论何时按下停止按钮,锁存器1200被置位,使得串接在锁存器0500的置位输入端的1200的动断触点断开,只有在当前循环全部完成后,机械手才能停于原位。
机械手的每次循环均是根据光电开关检测到物品后,使传送带A停转,由MOV指令将#0001传送到HR000,开始循环