西门子6ES7365-0BA01-0AA0参数详细
电流方向的确定
物质中带电粒子定向有规则的移动就形成电流。习惯上吧正电荷移动的方向规定为电流的实际方向。但应当指出的是,在金属导体中导电的是自由电子,它带负电,它的移动方向正好与规定的电流方向如下图所示:

关于这个方向什么正负这个问题不用多想,认定正电荷移动就没错,因为位置是相对的,带负电的自由电子移动其实也就相当于“正电荷相对于自由电子在移动"。
电流计算公式
电流的大小是用单位时间内通过导线横截面的电量(电流强度)来衡量,公式中通常用大写字母I表示电流。用q表示单位时间内(字母t表示)通过导线横截面的电量。电流计算公式如下:
![]()
公式中,t作为时间单位用秒(s)计,电量q的单位用库伦(c),而电量I的单位就是安培(A),这个大家初中都学过的。
电流单位换算
电流的单位安培包括毫安(mA)、微安(μA)和千安(kA),换算如下:
1kA=1000A、1A=1000mA、1mA=1000μA
层层下降,往下一个低级单位换算就除1000即可,重要的是理顺kA、A、mA、μA之间的大小顺序。电流的大小除了通过计算得到外也可以用电工工具:电流表进行测量(一般用表电流档),这个以后会介绍。
应用中的电流方向
大小和方向都不随时间变化而改变的电流叫直流电流。这个很好理解,直流嘛,就像直线一样很平坦。而大小和方向随时间变化而变化的电流则成为交流电流,注意:交流电流的在公式中的符号是小些的“i"表示。
理解要点:由于电流方向是客观存在的,但有时候电工分析较为复杂的电路时往往难以立马判断出某支路中电流的实际方向(也就是正电荷移动方向),但为了方便分析通常会任意假设一个方向作为电流的正方向(这个方向也称为参考方向),我们就分析呀计算呀,嗯!当电流的实际反响与其正方向一致时,那么我们分析计算出的电流值就是正值(就是大于零的数),当电流实际方向与假设的参考方向时,电流就是负数了。电流参考方向在电路图上一般使用“→"表示的,图纸上的方向一般都是指参考方向
西门子PLC模块6ES7314-6CH04-0AB0
在FXGP中把程序编辑好之后,要把程序下传到PLC中去。程序只有在PLC中才能运行;也可以把PLC中的程序上传到FXGP中来,在FXGP和PLC之间进行程序传送之前,应该先用电缆连接好PC-FXGP和PLC。
1、把FXGP中的程序下传到PLC中去
若FXGP中的程序用 指令表 编辑即可直接传送,如果用 梯形图 编辑的则要求转换成指令表才能传送,因为PLC只识别指令。
点击菜单“PLC"的二级子菜单“传送"→“写出":弹出对话框,有二个选择、
选择: 1)所有范围
即状态栏中显示的“程序步"(FX2N-8000、FX0N-2000)会全部写入PLC,时间比较长。(此功能可以用来刷新PLC的内存)
2)范围设置
先确定“程序步"的“起始步"和“终止步"的步长,把确定的步长指令写入PLC,时间相对比较短。
程序步的长短都在状态栏中明确显示。(见图(4)界面下方)
在“状态栏"会出现“程序步"(或“已用步")写入(或插入)FX2N等字符。选择完[确认],如果这时PLC处于“RUN"状态,通讯不能进行,屏幕会出现“PLC正在运行,无法写入"的文字说明提示,这时应该先将PLC的“RUN 、STOP"的开关拨到“STOP"或点击菜单“PLC"的[遥控运行/停止[0] ](遥控只能用于FX2N型PLC),才能进行通讯。进入PLC程序写入过程,这时屏幕会出现闪烁着的“写入Please wait a moment"等提示符。
“写入结束" 后自动“核对",核对正确才能运行。
注意这时的“核对"只是核对程序是否写入了PLC,对电路的正确与否由PLC判定,与通讯无关。
若“通讯错误" 提示符出现,可能有两个问题要检查。
, 在状态检查中看“PLC类型"是否正确,例:运行机型是FX2N,但设置的是FXON,就要更改成FX2N。
第二, PLC的“端口设置"是否正确即COM口。
排除了二个问题后,重新“写入"直到“核对"完成表示程序已输送到PLC中。
2、把PLC中的程序上传到FXGP中
若要把PLC中的程序读回FXGP,要设置好通讯端口,点击“PLC"子菜单“读入"弹出[PLC类型设置]对话框,选择PLC类型,[确认]读入开始。结束后状态栏中显示程序步数。这时在FXGP中可以阅读PLC中的运行程序。
注意:FXGP和PLC之间的程序传送,有可能原程序会被当前程序覆盖,假如不想覆盖原有程序,应该注意文件名的设置
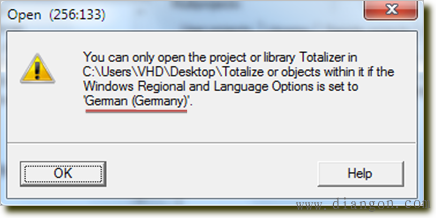
问题描述:
图1 处理方法:
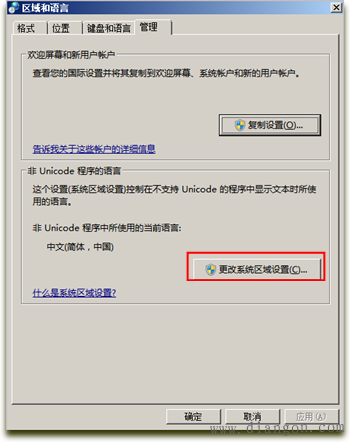
图2 选择系统区域语言对话框“管理”页面,如图3:
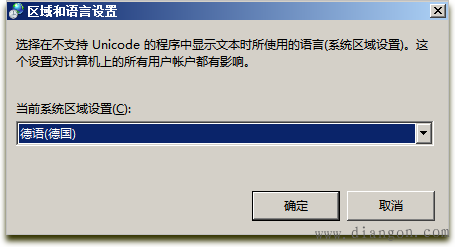
图3 点击“更改系统区域设置”,将系统语言从“中文(简体,中国)”修改为图1中提示项目所需的语言“German(Germany)”。
图4 点击“确定”按钮,系统重启后Windows系统语言修改为German(Germany):
图5 方法2:修改STEP 7项目属性,使其可在任何Windows系统语言下均可打开
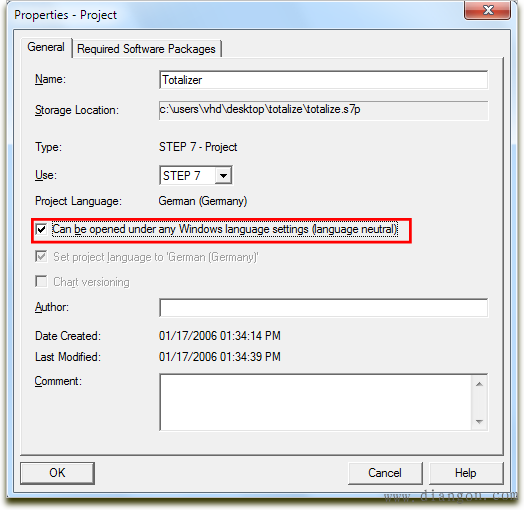
图6 勾选“Can be opened under any Windows language settings(languageneutral)”复选框:
图片7 关闭STEP 7项目,重新启动电脑后将系统语言改回原来的系统语言“中文(简体,中国)”,此时可在Windows任何语言环境下打开该项目 |

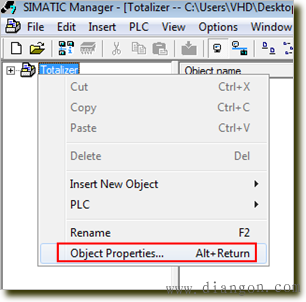
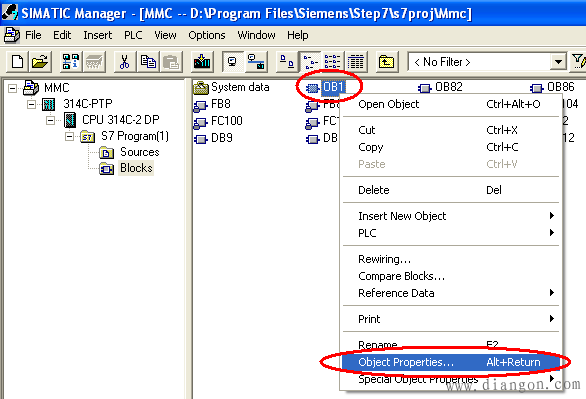
确定控制程序所需的MMC卡的大小,可以按以下步骤进行: 1.在STEP7 Manager中打开您的Project; 2.选中您的程序块,点击鼠标右键(或快捷键Alt + Enter),打开程序块的属性页面:
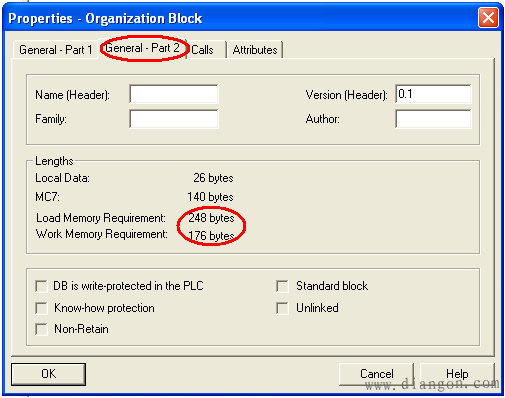
3.选择弹出窗口中的General-Part 2页面: 从上图中可以看出您的某个程序块在plc中占用装载内存和工作内存的字节数。 4.将您项目中所有程序块(OB、FC、FB、DB)占用装载内存(Load Memory Re)的数量加在一起:
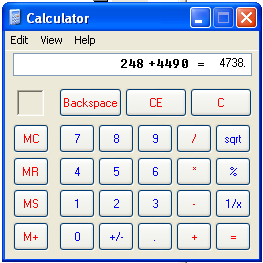
这里的OB1程序块需要占用装载内存(即MMC卡)中的248个字节。
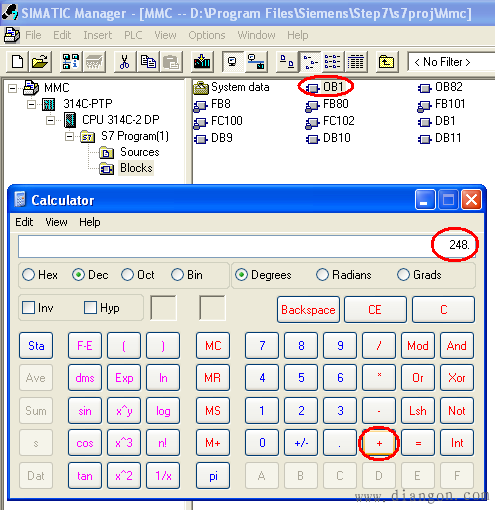
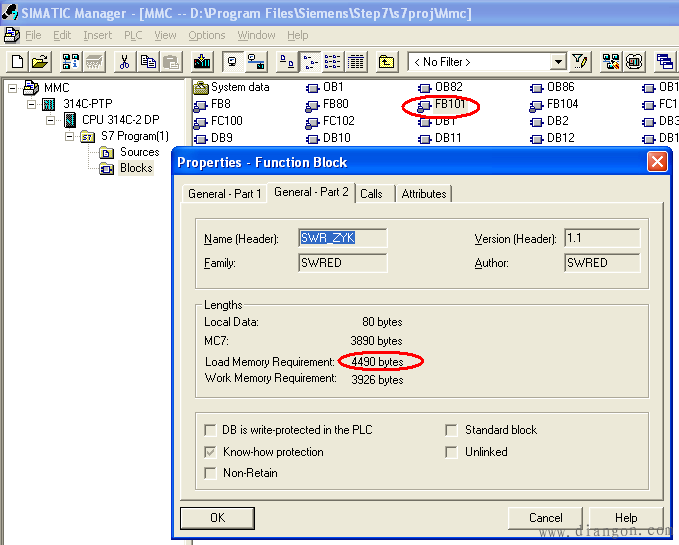
这里的FB101程序块需要占用MMC卡中的4490个字节。 5.将OB、FB、FC、DB(不包括SFC、SFB、System data)所需占用的字节数加在一起:
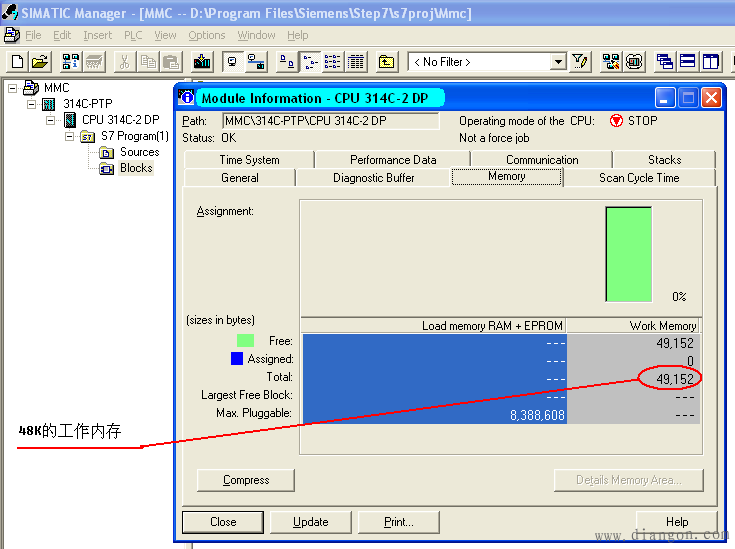
得到的总的字节数量在除以1024,就可以知道您的Project中的程序块需要多大的MMC卡空间。 6.如果您已经有Siemens的PLC和MMC,那么您可以通过在线诊断,获取PLC工作内存和装载内存(MMC卡)的使用情况: 在STEP7 Manager界面中,选中CPU,用CP5611或PC-Adapter连接PLC的MPI通讯口,使用快捷键Ctrl + D,弹出PLC的诊断信息窗口: 当MMC卡未插入PLC中时:
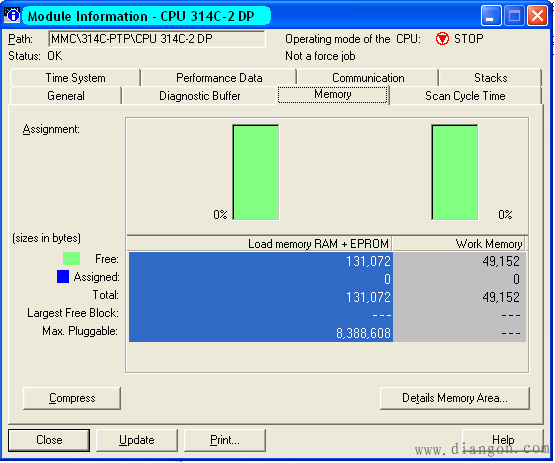
因为PLC中没有插入MMC卡,Load memory RAM + EPROM列为空,Work Memory列中显示当前PLC的工作内存为48K,EPROM是S7-400、旧款S7-300使用的装载内存卡; 在PLC中插入MMC卡时: 使用快捷键Ctrl + D弹出PLC的内存使用情况:
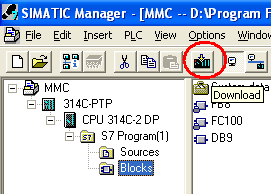
可以看出PLC的内存使用情况为0%,空余128K装载内存和48K工作内存; 将您的程序下载到PLC当中:
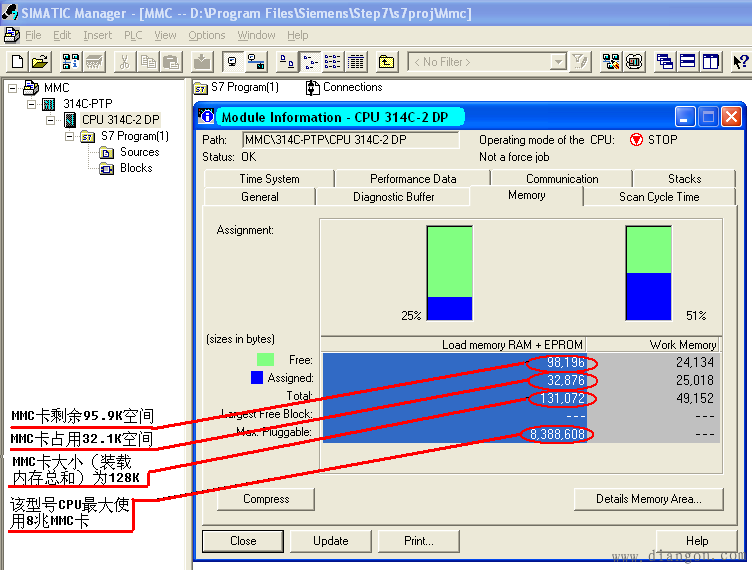
使用Ctrl + D弹出PLC的内存使用情况:
可以看出,您的控制程序在PLC中对装载内存和工作内存的占用情况。 |