西门子模块6ES7511-1TK01-0AB0性能参数
2 焊机**的一般方法
该车间有四个供电变压器向焊机供电,由于焊机是使用的单相电。车间焊机基本是均匀地分别挂在车间里 12 条单相电线路上。高灵敏的电压监测仪分别监视着这 12 条单相电线路。当监测到其中一条线路电压低于设定的值时,就向主PLC申请中断。中断程序检查线路电压低到什么程度,再分别处理:
线路电压在排队工作范围内,中断程序将按照工艺准许的范围,把挂在该线路的焊机排队,通过现场工业总线,控制设备上PLC,让该线路上的焊机按先后顺序通电焊接,使每个焊接都有足够的电流工作。
线路电压在停机范围内,中断程序通过现场工业总线的广播形式通知设备PLC,将挂在该线路的所有焊机停止工作,直到线路电压恢复正常范围内。
五. 系统主要功能及实现方法
1 系统的工作方式
由于系统的绝大部分硬件都是采用西门子公司SIMATIC 工业型产品,就保证了系统全天24 小时不间断的正常工作。特别是系统的信息交换中心采用是 S5-155U,车间现场采用是Profibus 网络,管理层采用是工业以太网 H1,这些都具有在恶劣的环境下可以高度可靠工作的工业产品,可以常年的不停机地工作。这样就保证了系统可以在几年之内不间断地监测生产线设备,连续采集设备信息和生产信息,保证系统数据处理的及时性、准确性和完整性。
2 生产设备当前运行的状态信息
由于生产线的生产过程是由现场生产线上的 PLC控制的,这些 PLC 都挂在 Profibus 上,这样信息交换中心,即主 PLC 可以通过该网采集现场 PLC 的所有 I / O 的信号。信息交换中心对这些信号经过汇总和分析,判断出全车间各生产线各部分的当前运行状态,并把这些运行状态存入信息交换中心内的相应数据块DB。这些运行状态信息是随着信息交换中心(主PLC)运行周期而实时刷新的。现场的工程师站和管理层的计算机分别通过 Profibus 和 工业以太网 H1 ,访问信息交换中心内的相应数据块,而得到生产设备当前运行状态信息,再经过 Coros LSB/Win动态图形画面,生动、形象地显示出生产设备当前运行状态。
3 设备故障自动诊断、分析与统计
当生产线上设备发生故障时,信息交换中心通过Profibu网可以立即监测到。信息交换中心依据下面四个方面,判断出故障发生的具体内容和位置,并在在现场工程师站和管理层的计算机 Coros LSB/Win 的动态图形画面上详细显示:
a. 现场维修人员提供的经验;
b. 分析动作不到位信号;
c. 由故障历史记录而形成的发生几率;
d. 该设备 PLC 程序的逻辑分析。
信息交换中心按照发生故障性质确定出故障类型:机械故障、电器故障、液压故障、气动故障等。信息交换中心按照所发生故障对设备运行影响程度确定出故障等级:将要故障、次要故障和主要故障。信息交换中心按照发生故障特征和维修记录提示出排故方法。在现场工程师站和管理层的计算机 Coros LSB/Win 的动态图形画面上,故障类型和排故方法以文字形式显示,故障等级以不同颜色和闪烁程形式显示。
由管理层的计算机进行设备故障统计,其内容主要包括:
a. 每台设备每天的发生的故障信息记录;
b. 设备按照故障发生类型进行周、月、季和年统计;
c. 每台设备的故障率和开通率;
d. 各条生产线的故障率和开通率;
e. 全车间设备的故障率和开通率;
4 车间生产信息自动统计
在 Profibus 络的支持下,系统自动采集各生产线的产量信息,并存入信息交换中心的数据块中。通过管理层的计算机的 Coros LSB/Win 界面形成下例各种生产统计报表:
实时显示各条生产线的生产节拍及变化状况;
实时显示各条生产线的生产产量及变化状况,显示当日 和近七日内每天的生产产量变化过程;
车间在一年内每天的白班和夜班的生产产量记录;
车间生产产量的周报表、月报表和年报表。
5 焊机**
当电压监测装置监测出车间供电电压低于正常供电电压时,主 PLC 上的中断输入模板 (6ES5 451-4UA13) 将接收到电压监测装置发出的信号,主 PLC 刻进入执行中断服务程序。中断服务程序根据焊机**原理,通过 Profibus 网,向设备上的PLC发出工作指令,使各焊机按一定的顺序工作。
六. 和意义
1 该系统对对用户的设备排故维修提供了比较切实可行的便利手段,改变了过去那种单凭经验诊断故障的工作方法。在计算机的帮助下,只要生产设备有故障发生,系统都能比较准确、迅速地确定故障具体位置或方位,并提供排故方法。这样极大地缩短了故障查找和排故时间,保证了设备能够尽可能短的时间内恢复正常。
2 由于该系统能够实现生产产量自动统计,代替了过去需要很多时间的手工抄报统计工作,**了车间生产管理的自动化程度。该系统也给车间提供了生产动态调度的手段,通过管理层计算机了解当前车间各生产线、各部分生产状态,可以发现可能出现的生产瓶颈,使得车间管理者及时地进行生产调整。
3 焊机**过去在国内还无法实现,现在系统利用西门子公司的 PLC 和 Profibus 技术实现了焊机**。这对电焊机的焊接质量的稳定和**有了一定的保证。
4 在该系统中成功地应用了西门子公司 SIMATIC 产品的技术,其中 Profibus 现场总线和 H1工业以太网技术在该系统中起到关键的作用,它们把系统的各部分构成一个统一体; 主 PLC S5-155U以运行速度高、大存储量技术保证系统信息的采集、综合分析和传送能够可靠、准确地进行;Coros LSB/Win制作的人机界面速度快、效率高,易操作、使用友好方便。
某自来水厂控制系统由分布在十几公里内5个深井取水泵站、储水池、用户管网组成。整个供水系统的高低落差达150米左右,由于供水系统的组成及地形结构的特殊性,过去人工监控,给生产管理、供水调度带来诸多不便。
实施了微机监控后,它能实时监测供水系统的主要工艺参数(如压力、**、水位、电压、电流等),控制深井泵、监视泵机的运行状态,提供生产管理所需的报表、曲线、数据查询等功能。它的运行对供水系统的安全生产、科学调度有着重要的意义。
二、系统组成
微机监控系统采用主从结构、分布式无线实时监控方式(简称SCADA),如图1所示。

系统主要由监控中心、无线通信系统、现场监控终端、传感器及仪表四部分组成。
监控中心:由微机、MCGS组态软件,无线数传电台、全向天线、模拟屏及UPS组成,主要完成各现场终端数据的实时采集、监测、控制、数据存储、打印报表、数据查询等功能。
无线通信系统:监控中心与各泵站终端之间采用无线方式通讯。监控中心为主动站,其它终端副站为被动从站,该系统采用无线电管理委员会给定的数据频率,以一点对多点的方式与从站通讯,监控中心为全向天线,各副站为定向天线。
现场监控终端:核心为PLC,是一个智能设备,它有自己的CPU和控制软件,主要完成现场的数据采集、转换、存储、报警、控制等功能,并通过无线信道与监控中心微机进行数据通信。根据监控中心的命令分别完成系统自检、数据传送、控制输出等任务。
传感器及仪表:是PLC监测现场信号的“眼睛",现场所有信号都需经过传感器及仪表的转换,才能输出标准信号,被PLC终端所接受。系统主要测量电压、电流、液位、压力、**及耗电量等参数。
水源井输水泵的控制
l 手动控制。操作员根据清水池液位对输水泵进行启动和停止操作。
l 自动控制。PLC根据清水池液位及各输水泵起动水位和停止水位,对处于自动方式的输水泵进行启动和停止操作。
三、现场PLC终端
现场PLC监控终端是工业现场与监控中心之间的桥梁纽带,一方面它采集现场仪表、变送器、设备运行状态等信号,另一方面它又与监控中心通讯,执行有关命令。现场终端一般无人值守。终端机的性能和质量对系统的可靠性影响很大。经充分论证,选用西门子S7-200系列PLC作现场终端具有较高的性能价格比,它具有体积小、易扩展、性能优等特点,非常适合小规模的现场监控。
1、PLC硬件设计
现场某一终端需测控开关输入信号,开关输出信号路,模拟量输入信号。我们选用S7-212基本单元,模拟输入扩展单元(EM231),模拟输出扩展单元(EM232)。满足现场要求。
2、通讯接口
从站中PLC与电台通讯: S7-214PLC基本单元提供一个RS-485接口,为了与无线信道的数传机(电源、数传电台)相连,我们专门设计了RS-485接口的专用Modem,并采用光电隔离技术,使二者在电气上独立,避免相互干扰,由于数传机发射时需要RTS信号,而RS-485接口又不提供RTS信号,解决这个问题有两处方法。其一,由无线Modem根据PLC的发射信息产生RTS信号,这就要求该Modem必须智能化,PLC在发送信息之前需先与Modem通信,让其输出RTS信号,并回送RTS已产生信息,PLC再发送现场信息。其二,采用PLC的某一I/O输出点,产生RTS信号,由PLC在发送信息前现接通该点,控制数传机发射,延时一段时间后(电台建立载波时间),再发送信息。后一种方法简单、实用,较好的解决了无线通信的接口问题。
主控室的PLC与工控机的通讯:因为主控室的PLC要和数传电台通讯又要和上位机(工控机)通讯,主控室的PLC选用两端口的S7-216基本单元,其中一端口与数传电台通讯,另一端口直接用西门子的PPI电缆和上位机通讯,上位用北京昆仑通态提供的MCGS组态软件进行组态和编程,对现场的水位等信号进行实时的监控和处理。
3、抗干扰设计
为**系统的可靠性,现场终端、数传机、PLC、直流温压电源及部分变送器装于一个控制柜内,各部分相对独立,便于维护。PLC开关量输入、输出与现场之间加继电器隔离,模拟信号采用信号隔离器和配电器隔离,电源采用隔离变压器供电,以减小电源“噪声",系统设置良好的接地。
四、PLC软件设计
PLC终端软件采用梯形图语言编写,为**终端的抗干扰能力,软件设计中采用了数字滤波、故障自检、控制口令等措施,保证控制操作的正确性和可靠性。程序设计采用模块化、功能化结构,便于维护、扩展。终端软件主要由下列模块组成。
1、初始化程序:设定各寄存器、计数器、PLC工作模式、通信方式等参数初始值。
2、数据采集子程序:对各路模拟量数据采集、滤波、平均等处理。
3、累计运行时间子程序:对泵机等设备的运行时间进行累计。
4、遥信子程序:检测电机、阀门、报警开关等设备的运行状态。
5、置初值子程序:由监控中心对时间、电耗、**等累计参数按用户的要求设定初始值。
6、故障自检子程序:检测PLC的故障信息、校验信息,并发往监控中心。
7、控制子程序:根据监控中心的命令,或现场自控条件输出相应的操作。
8、通讯子程序;完成与监控中心的各种通信功能。
通讯程序中,接收命令和发送命令采用中断处理,通过ATCH指令使中断事件8在接收不同特征命令下执行不同的程序。对串行通信的超时限制则通过设定内部定时中断来控制,其事件号为10,定时时间由SMB34的值确定。为减少通信的误码,采用偶校验及异或双重校验措施。
五、结束语
本系统在软、硬件方面采取了多种措施,特别是现场终端选用了S7-200 PLC,**了系统的可靠性,在自来水厂自动控制系统取得了较好的应用效果。PLC基于SCADA系统能充分满足对水厂控制系统的要求,对水厂的安全运行、**供水质量、节能降耗、优化管理等方面起到了至关重要的作用。本系统将无线通讯与S7-200 PLC有机的结合,解决了现场分布较散、距离较远、范围较大的系统监控问题,在供水、供电、供气、油田、气象、水文水利等部门有较好的应用前景
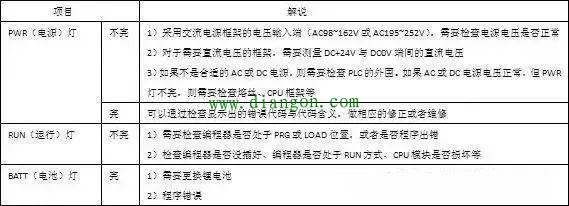
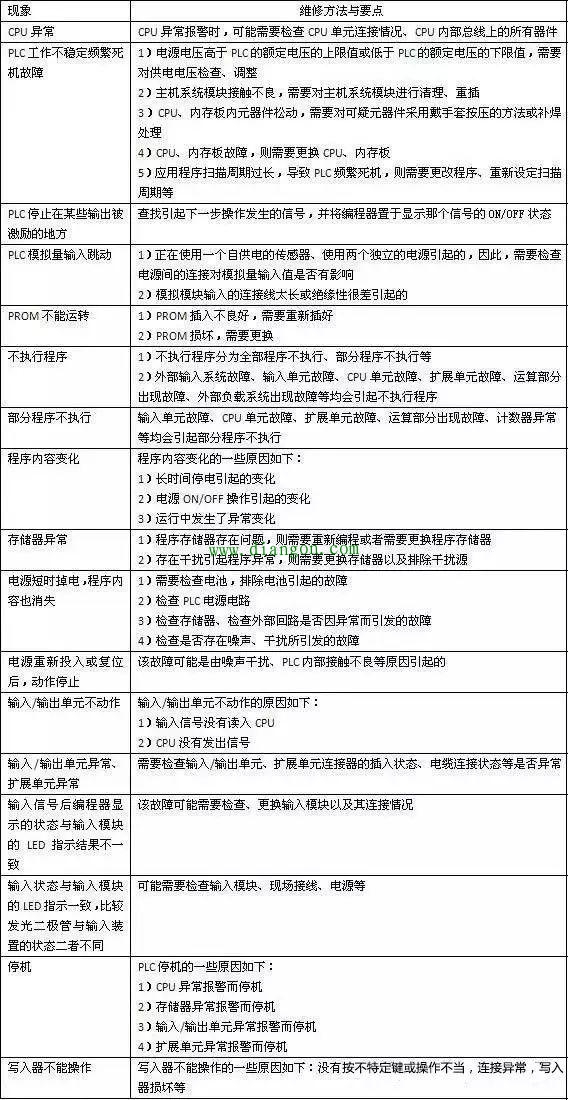
| plc维修时,插好编程器,并将开关拨到RUN位置,再根据下列步骤查找: 1)如果PLC停止在某些输出被激励的位置、状态(地方),一般是处于中间状态,则查找引起下一步操作发生的信号,编程器会显示信号的ON/OFF状态。
|