
SIEMENS西门子遂宁授权代理商
FM 450-1计数器模板
概述用于简单计数任务的双通道智能计数模板
直接连接到增量型编码器
可定义两个值的比较功能
达到比较值时,模板上的数字量输出点输出相应的信号
模板的机械结构有以下特点:
紧凑的设计 坚固的塑料外壳有:
LED指示故障(INTF/ EXTF)
LED指示计数器运行(CR)和计数方向(DIR)
LED用于数字量输入和数字量输出模块
前连接器在信号模板前盖板上的标签区内
前盖板上的标签区
容易安装
将模板挂在机架上,拧紧螺钉即可,安装非常简便。在前连接器上可嵌入一个编码元件。
用户友好的接线
模板用插入的前连接器接线。初次插入前连接器时,应嵌入一个编码元件,这样前连接器便只能插入到有相同类型的模板内。更换模板时,前连接器仍保持完整的接线状态。能用于相同类型的新模板。
FM 451定位模板
概述三通道定位模板用于快速移动/爬行速度驱动
用于电机控制,每通道为4数字量输出
增量型或同步序列的位置编码
三通道FM 451定位模板处理快速移动/爬行速度驱动的机械轴的调节。该模板设计用于调节轴和设置轴的定位。是通过接触器或变频器来控制标准电动机。
应用领域有:
|
|
FM 453定位模板
概述
定位模板,用于驱动伺服和/或步进电机以控制高时钟脉冲率的机械运动
用于简单的点对点定位任务到复杂的模型加工
能控制zui多三个彼此独立的电机
FM 453是智能的三通道模板,用于宽范围的各种伺服和/或步进电机的定位任务。它能完成任何定位控制,从简单的点对点定位到需要快速响应、高**度和高速度的复杂模型的加工等。它为高时钟脉冲率的机械和多轴机械的定位提供了理想的解决方案。
FM 453可控制zui多三个独立的伺服和/或步进电机,例如进给,调节,设置和传送轴(线性和回转轴)用于
机床,印刷机械,造纸机械,纺织和包装机械
搬运,装载和安装任务的设备

FM 455闭环控制模板
16通道闭环控制模板适合于通用闭环控制任务
用于温度控制、压力控制和流量控制
用户友好,在线自优化的温度控制
预编程的控制器结构
2种闭环控制算法
2种类型:
- FM 455C为连续运作控制器
- FM 455S为步进控制器或脉冲控制器16模拟量输出(FM 455C)或32数字量输出(FM 455 S)作为执行器
FM 455闭环控制模板是智能的16通道模板,能完成范围广泛的闭环控制任务。
它能用于:
| 在以下领域:
|
|
FM 455有二种类型:
| ||
FM 455可用于SIMATIC S7-400系统内。
FM 458-1 DP应用模板
概述SIMATIC FM 458-1 DP集成在SIMATIC S7-400中:
为高性能和在SIMATIC S7-400中自由组态闭环控制任务而设计
可根据需要采用为:开环控制,闭环控制和运动控制;这样可以在复杂的应用中显著地提高灵活性。
包含约300个功能块的库函数,例如诸如AND、ADD和OR等简单的功能到复杂的GMC (GeneralMotion Control)控制的功能块
有SIMATIC Engineering Tool CFC(连续功能图)用户友好的图形化组态软件;用编译器对程序代码的生成进行优化,不需要SCL
本机带有PROFIBUS DP接口
SIMATIC FM 458-1 DP是将15年来高性能闭环控制系统的经验和SIMATIC高技术有机结合的结晶,与其它静态结构和功能的功能模板相比,FM 458-1 DP可满足各种应用的要求。
FM 458-1 DP基本模板
概述基本模板可以执行计算、开环控制和闭环控制任务
PROFIBUS DP接口可以连接到分布式I/O和驱动系统
通过扩展模板可以对I/O和通讯进行模块化扩展
6ES7451-3AL00-0AE0

西门子S7-400
产品简介
西门子S7-400PLC,SIMATICS7-400PLC的主要特色为:*的处理速度、强大的通讯性能和的CPU资源裕量。 S7-400系列plc功能分级的CPU以及种类齐全的模板,总能为其自动化任务找到佳的解决方案,实现分布式系统和扩展通讯能力都很简便,组成系统灵活自如,用户友好性强,操作简单,免风扇设计。随着应用的扩大,系统扩展无任何问题。
概述
S7-400 是 SIMATIC 控制器家族功能较为强大的 PLC。它可以成功实现全集成自动化 (TIA) 解决方案。S7-400 是一个用于制造业和过程工业系统解决方案的自动化平台,其主要特点是具有模块化的结构并拥有性能储备。
S7-400
中端到性能范围内功能强大的 PLC 可满足要求极为苛刻的任务的解决方案 全面的模块和各种性能等级 CPU 可针对具体自动化任务进行佳调整 可实现分布式结构,适用十分灵活 连接方便 通信和联网功能 操作方便,设计简单,不含风扇 任务增加时可顺利扩展 多重计算:
多个 CPU 在一个 S7-400 中央控制器中运行。
多重计算功能可对 S7-400 的总体性能进行分配。例如,可将复杂的技术任务(如开环控制、计算或通信)进行拆分并分配给不同的 CPU。可以为每个 CPU 分配自己的 I/O。 模块化:
通过功能强大的 S7-400 背板总线和可直接连接到 CPU 的通信接口,可实现许多大量通信线路的高性能操作。例如,这样可以拥有一条用于 HMI 和编程任务的通信线路、一条用于高性能等距运动控制组件的通信线路和一条“正常”I/O 现场总线。还可以实现额外需要的与 MES/ERP 系统或 Internet 的连接。 工程组态和诊断:
结合使用 SIMATIC 工程组态工具,可极为高效地对 S7-400 进行组态和编程,尤其对于采用高性能工程组件的广泛自动化任务。为此,可以使用语言(如 SCL)以及用于顺序控制、状态图和工艺图的图形化组态工具。
容错通讯
带有容错通信功能的SIMATIC提供了一种新的通信类型,该通信类型具有以下特点:
可用性更高:
发生故障时,凭借其多达4个的冗余连接,可以继续通信。必要的切换工作对于用户来说是透明的。 工作简单;
容错处理对于用户也是透明的。可使用用于标准通讯的用户程序,无需修改。冗余功能的定义仅需在参数化阶段就可以完成。
容错通讯目前由 S7-400H(冗余和非冗余配置)和 PC 所支持。对于 PC 来说,需要使用 Redconnect 软件包(参见“SIMATIC NET 通讯系统”)。
取决于对可用性的需求,可以使用不同的组态选项:
单一总线或冗余总线。 线型拓扑和环型拓扑总线。

组态 DO 在计数值大于比较值时输出:
该 计数模块内置了两个比较器,可以将计数值与预设的比较值之间进行比较,在 DO 特性里面可以设置计数模块本体的两个数字量输出根据比较器的状态做相应的响应。在本例中,将 DQ0 设置为当计数值大于比较值且小于上限值时输出,也就是当计数值大于1000且小于10000的时候,个数字量DQ 会输出为 1 ,比较器的状态还可以在后面的程序块输出管脚的“CompResult”中显示(图12)。该参数界面还可以设置DO更多的响应特性,具体细节请参 见模板手册。
图12. 组态 DO 在计数值大于比较值时输出
调试工艺对象:计数功能中必要的参数基本配置完毕,其他功能如数字量输入/输出,测量等,可根据实际需要来做一定的修改,具体功能和使用方法请参考功能手册。进入计 数功能的调试阶段。计数工艺对象提供了一个可以调试的控制面板,在这个调试界面下可以进行计数器的基本操作和错误诊断。需要注意的是,使用调试界面前,需 要先在主程序中调用高速计数功能块才能正常使用。
将主画面切换到 OB1 编辑界面,从右侧的指令列表里面找到工艺类->计数和测量,找到 High_Speed_Counter 功能块并拖拽到程序段中,并在背景数据块中选择之前建立的计数器工艺对象(图13):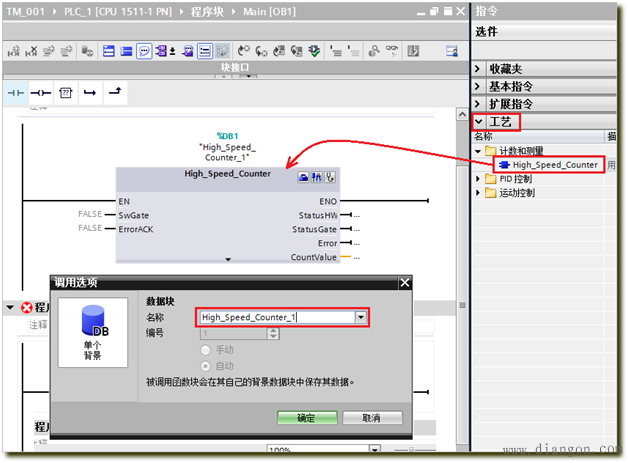
图13. 在程序中调用功能块
将项目存盘编译并下载之后,可以通过项目树或者功能块的快捷图标进入到工艺对象的调试功能(图14);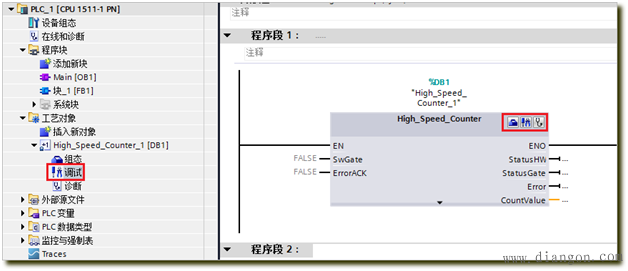
图14. 在程序中调用功能块
进 入调试界面后,点击左上角的在线图标切换到在线模式,在在线模式下要使能软件门”SwGate”,观察反馈的门状态”StatusGate” 是否为 TRUE,如果为 TRUE 说明计数器已经开始工作,这时候如果有外部脉冲信号的话,计数器将进行计数并将计数值反馈到”CountValue”处(图15)。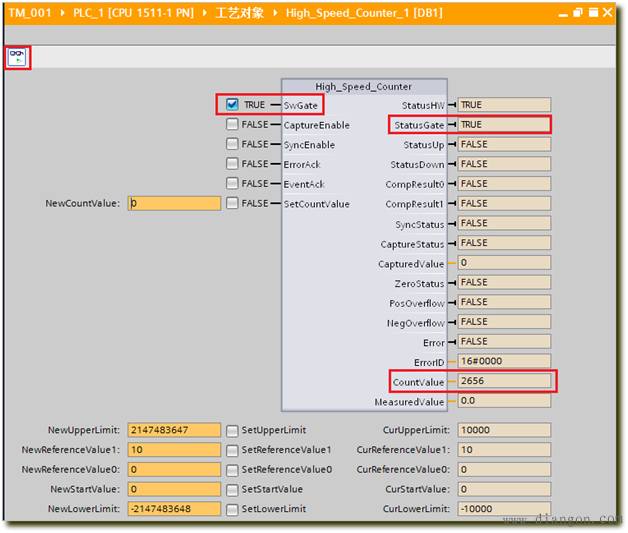
图15. 计数器工艺对象的调试界面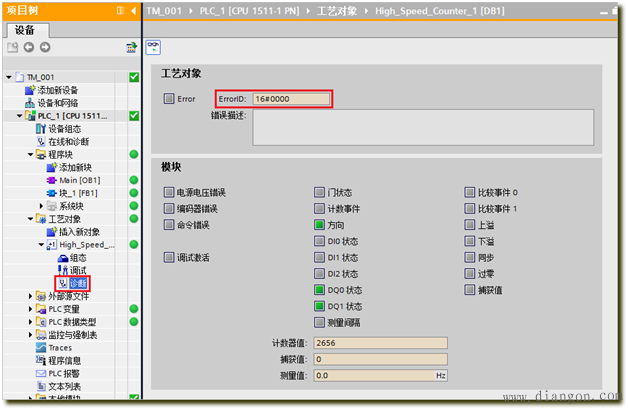
图16. 计数器工艺对象的诊断界面
故障诊断:
可以通过项目树或功能块上的快捷图标切换到诊断界面。在诊断界面可以看到错误的ID、描述和相关的状态位(图16):