





西门子6ES323-1BL00-0AA0
西门子PLC LOGO ! 0BA8 以太网通信概述
LOGO ! 0BA8 以太网通信概述LOGO! 0BA8系列产品均集成一个RJ45(10/100 Mbit/s )通信接口, 支持基于 TCP/IP 上的 SIMATICS7/Modbus 通信。
网络电缆要求:将屏蔽以太网电缆连接至以太网接口。 为了减少电磁干扰,请确保使用两端均带有屏蔽 RJ45 连接器的标准 5 类屏蔽双绞线以太网电缆。
LOGO!以太网通信口支持以下通信协议:
S7 通信
Modbus TCP通信
LOGO!连接资源
LOGO! 0BA8 FS04及以上设备可支持以下网络连接(如图1):
– 在 LOGO! 主机模块与安装有 LOGO!Soft Comfort V8.2 的 PC 之间*多有一个TCP/IP 以太网连接。
– *多一个基于 TCP/IP 以太网连接的 LOGO! TDE。通过 IP 地址选择,LOGO! TDE模块可以连接不同的主机模块,一次只能与一个主机模块进行通讯。
– 借助下列设备实现*多 16 个基于 TCP/IP 协议的 S7/Modbus 通讯连接:
其他 LOGO! 0BA8 设备
具备以太网功能的 SIMATIC S7 PLC
经过 TCP/IP 兼容设备的 Modbus
支持一个与 S7 PLC 进行以太网通讯的 SIMATIC HMI

图1.以太网连接资源
① 物理以太网连接
② LOGO! 与 PC 之间通讯(通过基于 TCP/IP 协议的以太网)的逻辑连接
③ SIMATIC 设备之间 S7 和 Modbus 通讯(使用基于 TCP/IP 的 S7 协议)的逻辑连接
S7/Modbus 通讯有两种连接方式,静态连接和动态连接。
在静态连接方式下,服务器会为所连接的客户端保留所需的资源以确保稳定的数据传输。
在动态连接方式下,服务器只有在资源空闲的情况下才会响应通讯请求。使用动态连接资源时,LOGO!只能做服务器。
用户可以根据需要配置静态/动态连接(两种连接方式总数不能超过16个),可配置 n 个静态连接以及 16-n 个动态连接。LOGO! *多支持八个静态连接。
通过LOGO!Soft Comfort V8.2软件网络视图了解各通讯资源,如下图所示:

图2.以太网连接资源
通讯诊断![]() 我们可以通过LOGO的面板来诊断以太网通讯的连接状态,
我们可以通过LOGO的面板来诊断以太网通讯的连接状态,
诊断功能可以查看当前的连接状态,连接模式,远程IP,本地IP,远程TSAP,本地TSAP,数据包传输数量。
具体诊断操作菜单如下:
按下ESC键后,按向下按钮,找到诊断菜单,按右键进入软件,再按右键进入数据连接菜单。(图3.)

图3.诊断操作
进入数据连接后可通过显示的诊断信息查看当前连接状态
1.连接ID1,静态客户端连接,状态:已连接(图4)

图4.诊断静态连接-已连接
2.连接ID2,静态服务器连接,连接错误,未连接(图5)

图5. 诊断静态连接-未连接
3.连接ID3,动态服务器连接,已连接(图6)

图6.诊断静态连接-已连接
西门子6ES7313-5BG04-0AB0参数详细
一. 系统描述:
本系统将PC机组态为PROFIBUS主站,将其设置为OPC服务器。将MM440变频器组态为DP从站并加载到PC主站上,构成PROFIBUS-DP主从系统(如图1所示)。在PC机中使用OPC客户端软件(OPC Scout) 通过OPC服务器对DP从站的数据进行读写,从而实现对电机运行状态进行监视和控制。本例中所使用的软件及硬件信息清参见表1。具体的配置步骤请见下文。
二. 系统结构示意图:

图1.系统结构示意图
三. 本文所使用的软件与硬件信息:
| SOFTNET DP V6.2 SP1 | 6GK1 704-5DW62-3AA0 |
| STEP7 V5.3 SP3 | 6ES7 810-4CC07-0YA5 |
| CP5611 | 6GK1 561-1AA00 |
| MM440变频器 | 6SE6 440-2AB11-2AA1 |
| PROFIBUS接口模板 | 6SE6 400-1PB00-0AA0 |
表1.软硬件信息
四. 计算机配置过程:
1. 配置PC Station 硬件机架:
双击桌面Station Configurator图标,打开Station Configuration Editor 配置窗口

图2.Station Configuration Editor 配置窗口
选择一号插槽,点击Add 按钮或鼠标右键选择添加,在添加组件窗口中选择OPC Server点击OK 即完成。

图3.添加OPC Server
选择三号插槽添加CP5611,并分配CP5611 PROFIBUS 参数,如地址、波特率等。这里我们将CP5611 PROFIBUS 地址设为2,总线类型为DP,波特率为1.5M,实际参数设定以用户应用为准。点击“OK"确认每一步设定后,完成CP5611 的添加。
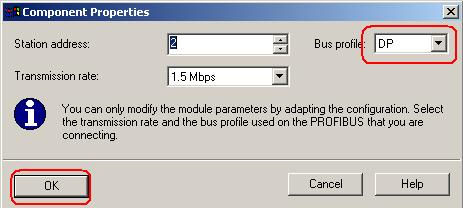
图4.CP5611参数设置
点击“Station Name"按钮,PC 站的名称,这里命名为profibusOPC。点击“OK"确认即完成了PC 站的硬件组态。
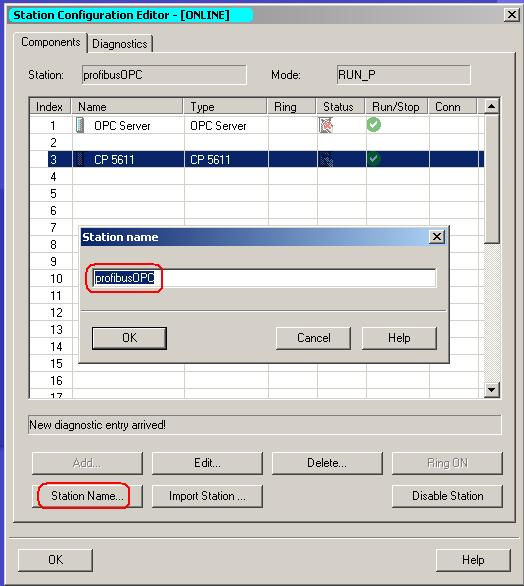
图5.更改PC Station名称
可编程控制器以体积小功能强大所著称,它不但可以很容易地完成顺序逻辑、运动控制、定时控制、计数控制、数字运算、数据处理等功能,可以通过输入输出接口建立与各类生产机械数字量和模拟量的联系,从而实现生产过程的自动控制。特别是现在,由于信息、网络时代的到来,扩展了plc的功能,使它具有很强的联网通讯能力,从而更广泛地应用于众多行业。
1、顺序控制
顺序控制是PLC基本、应用广泛的领域。所谓的顺序控制,就是按照工艺流程的顺序,在控制信号的作用下,使得生产过程的各个执行机构自动地按照顺序动作。由于它还具有编程设计灵活、速度快、可靠性高、成本低、便于维护等优点,在实现单机控制、多机**制、生产流程控制中可以完全取代传统的继电器接触器控制系统。它主要是根据操作按扭、限位开关及其它现场给来的指令信号和传感器信号,控制机械运动部件进行相应的操作,从而达到了自动化生产线控制。比较典型应用在自动电梯的控制、管道上电磁伐的自动开启和关闭、皮带运输机的顺序启动等。例如我分厂的原料混料系统就是利用了PLC的顺序控制功能。
2、闭环过程控制
以往对于过程控制的模拟量均采用硬件电路构成的PID模拟调节器来实现开、闭环控制。而现在完全可以采用PLC控制系统,选用模拟量控制模块,其功能由软件完成,系统的精度由位数决定,不受元件影响,可靠性更高,容易实现复杂的控制和**的控制方法,可以控制多个控制回路和多个控制参数。例如生产过程中的温度、流量、压力、速度等。
3、运动位置控制
PLC可以支持数控机床的控制和管理,在机械加工行业,可编程控制器与计算机数控(CNC)集成在一起,用以完成机床的运动位置控制,它的功能是接受输入装置输入的加工信息,经处理与计算,发出相应的脉冲给驱动装置,通过步进电机或伺服电机,使机床按预定的轨道运动,以完成多轴伺服电机的自控。目前以用于控制无心磨削、冲压、复杂零件分段冲裁、滚削摸削等应用中。
4、生产过程的监控和管理
PLC可以通过通迅接口与显示终端和打印机等外设相连。显示器作为人机界面(hmi)是一种内含微处理芯片的智能化设备,它与PLC相结合可取代电控柜上众多的控制按钮、选择开关、信号指示灯,及生产流程模拟屏和电控柜内大量的中间继电器和端子排。所有操作都可以在显示屏上的操作元件上进行。PLC可以方便、快捷地对生产过程中的数据进行采集、处理,并可对要显示的参数以二进制、十进制、十六进制、ASCII字符等方式进行显示。在显示画面上,通过图标的颜色变化反应现场设备的运行状态,如阀门的开与关,电机的启动与停止,位置开关的状态等。PID回路控制用数据、棒图等综合方法反映生产过程中量的变化,操作人员通过参数设定可进行参数调整,通过数据查询可查找任一时刻的数据记录,通过打印可保存相关的生产数据,为今后的生产管理和工艺参数的分析带来便利。
5、网络特性
PLC可以实现多台PLC之间或多台PLC与一台计算机之间的通讯联网要求,从而组成多级分布式控制系统,构成工厂自动化网络。
(1) 通过通讯模块、上位机以及相应的软件来实现对控制系统的远距离监控。
(2) 通过调制解调器和公用网与远程客户端计算机相连,从而使管理者可通过线对控制系统进行远距离监控。