





西门子6ES322-5FF00-0AB0
在西门子PLC226后带有:16DI/16DO、16DI、16DI、8DI、4AI共5块,其中第5块4AI模拟量模块读不到数,经检查模块的DIP开关设置正确,接线也没问题,且在模块的输入端子上能测到电流信号,监视AIW0、AIW2、AIW4、AIW6都时+162没有变化。
如果排除接线与设置问题,可能是如下原因:
你可能使用了一个自供电或隔离的传感器电源,两个电源没有彼此连接,即模拟量输入模块的电源地和传感器的信号地没有连接。这将会产生一个很高的上下振动的共模电压,影响模拟量输入值。
另一个原因可能是模拟量输入模块接线太长或绝缘不好。
可以用如下方法解决:
a)使用模拟量输入滤波器或模拟量信号隔离器。。
b) 连接传感器输入的负端与模块上的公共M 端以补偿此种波动。(但要注意确保这是两个电源系统之间的**联系。)
背景是:
模拟量输入模块内部是不隔离的; 共模电压不应大于 12V; 对于60Hz干扰信号的共模抑制比为40dB。
2、问题补充:
如果排除设置、接线等问题,*后的办法就是采用信号隔离器了。
你重新检查2线制模拟量输入的接线,接线及DIP开关设置是可能的原因,DIP开关设置完成后需要重新启动cpu电源一次才能生效
S7-1500 中央处理器有一个显示屏和一些操作按键。通过西门子PLC的显示屏,可以在不同菜单中显示控制和状态信息。使用操作键,可在菜单中导航并进行各种设置。
优势
CPU 的显示屏具有下列优点:
1, 通过纯文本形式的诊断消息缩短停机时间
2, 通过更改 CPU 和所连接 CM/CP 的接口设置(例如 IP 地址),可以在工厂调试、维
护和停机期间节省时间。无需编程设备。
3, 由于强制表的读/写访问以及对监控表的读/写访问,缩短了停机时间。这样便可通过监视和强制表对用户程序或 CPU 中各变量的当前值进行监视和更改。
4, 在现场没有编程设备时,功能设备的图像(备份副本)可以
– 备份到 CPU 的 SIMATIC 存储卡
– 由 CPU 的 SIMATIC 存储卡恢复
5, 对于 F-CPU:显示 F-CPU 与 F-I/O 的安全模式和 F 参数的状态概览。
显示屏访问保护在 CPU 的属性中,为 STEP 7 中的密码分配参数以进行显示屏操作。这样便可通过本地密码实现本地访问保护。
显示屏的操作温度
为提高显示屏的服务寿命,显示屏在超过所允许的工作温度时会自动关闭。当显示屏冷却后,将自动打开。显示屏关闭后, LED 将继续显示 CPU 的状态
PLC控制与继电器控制有什么区别-西门子PLC
plc控制的出现是为了克服继电器控制在编程、维护等方面存在的缺点,它们的区别主要体现在以下几点:
1.逻辑控制方式
(1)继电器控制:利用各电气元件机械触点的串、并联组合成逻辑控制;采用硬线连接,连线多而复杂,使以后的逻辑修改、增加功能很困难。
(2) PLC控制:以程序的方式存储在内存中,改变程序,便可改变逻辑;连线少、体积小、方便可靠。
2.顺序控制方式
(1)继电器控制:利用时间继电器的滞后动作来完成时问上的顺序控制:时间继电器内部的机械结构易受环境温度和湿度变化的影响,造成定时的精度不高。
(2) PLC控制:由半导体电路组成的定时器以及由晶体振荡器产生的时钟脉冲计时,定时精度高;使用者根据需要,定时值在程序中可设置,灵活性大,定时时间不受环境影响。
3.控制速度
(1)继电器控制:依靠机械触点的吸合动作来完成控制任务,工作频率低,工作速度慢。
(2) PLC控制:采用程序指令控制半导体电路来实现控制,稳定、可靠,运行速度大大提高。
4.灵活性和扩展性
(1)继电器控制:系统安装后,受电气设备触点数目的有限性和连线复杂等原因的影响,系统今后的灵活性、扩展性很差。
(2) PLC控制:具有专用的输入与输出模块;连线少,灵活性和扩展性好。
5.计数功能
(1)继电器控制:不具备计数的功能。
(2) PLC控制:PLC内部有特定的计数器,可实现对生产设备的步进控制。
6.可靠性和可维护性
(1)继电器控制:使用大量机械触点,触点在开闭时会产生电弧,造成损伤并伴有机械磨损,使用寿命短,运行可靠性差,不易维护。
(2) PLC控制:采用微电子技术,内部的开关动作均由无触点的半导体电路来完成;体积小,寿命长,可靠性高,并且能够随时显示给操作人员,及时监视控制程序的执行状况,为现场调试和维护提供便利
西门子6ES7315-2AH14-0AB0参数详细
如何使用组态 DIP 开关来组态 EM 231 模块。所有输入 设置为相同的模拟量输入量程。在该表中,ON 是闭合,OFF 是断 开。只在电源接通时读取开关设置。
表 A-21 组态开关表用于为 EM 231 模拟量输入和 4/8 输入(括号 中为 8 输入)选择模拟量输入范围。
当采用 8 输入模块以及开关 3、4 和 5 选择模拟量输入范围时, 使用开关 1 和 2 来选择电流输入模式。开关 1 打开(ON)为通 道 6 选择电流输入模式;关闭(OFF)选择电压模式。开关 2 打开 (ON)为通道 7 选择电流输入模式;关闭(OFF)选择电压模式
2.3 F-RSM的调试
ET200Pro F-FC的F功能需要通过F-RSM或者F-Switch来实现(见图15),需要对F-RSM进行设置。
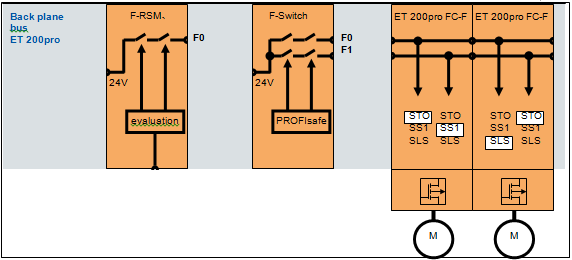
图15 ET200Pro F-FC与F-RSM/F-Switch的配置原理图
(1)F-RSM的连线
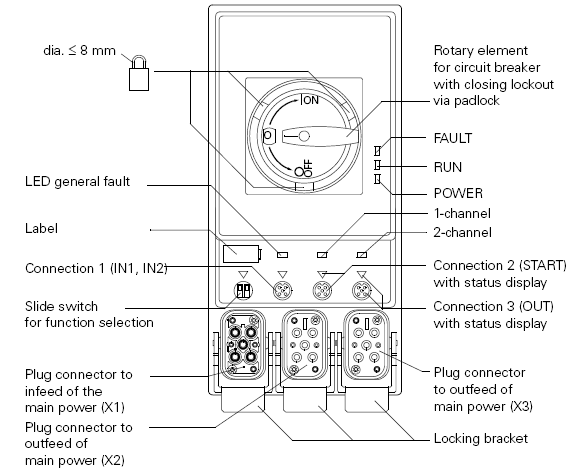
图16 F-RSM组件
其内部原理图为:

图17 F-RSM的原理图
脉冲定时器类似于数字电路中上升沿触发的单稳态电路。图1中的指令框是S5脉冲定时器( Pulse S5 Timer),S为脉冲定时器的设置输入端,TV为预置值输入端,R为复位输入端;Q为定时器位输出端,BI端输出不带时间基准的十六进制格式当前时间值,BCD端输出S5T#格式的当前时间值。可以不给BI和BCD输出端指定地址。S、R、Q为BOOL(位)变量,BI和BCD为WORD(字)变量,TV为S5TIME变量。各变量均可以使用I(仅用于输入变量)、Q、M、L、D存储区。
可以用仿真软件plcSIM模拟运行随书光盘中的项目“T_C例程”,来形象地理解定时器和计数器的工作过程。在STEP 7中打开该项目,启动仿真软件PLCSIM,将OB1中的程序下载到仿真PLC,将后者切换到RUN模式。在梯形图编辑器中打开OB1,点击工具条上的■(监控)按钮,启动程序状态监控功能。
对S5脉冲定时器仿真时,点击PLCSIM窗口中I0.0对应的小方框,方框内出现“√”,表示I0.0为1状态。由于输入电路(I0.0的常开触点)闭合,梯形图中的触点、方框和Q4.0的线圈均变为绿色,表示T0正在输出脉冲。可以看到,T0被启动后,从预置值开始,每经过一个时间基准,它的时间值减1。直到减为0,定时时间到,Q4.0的线圈断电。在定时期间,BI端输出十六进制的当前剩余时间值,BCD端输出S5T#格式的当前时间剩余值。图2中的时序图用下降的斜坡表示定时期间当前值递减,图中的t是定时器的预置值。
可以通过定时器的时序图和仿真实验来理解定时器的功能。由图2可知,脉冲定时器从输入信号I0.0的上升沿开始,输出一个脉冲信号。如果输入脉冲的宽度大于等于时间预置值(见图2中I0.0的脉冲A),通过Q4.0输出的脉冲宽度等于时间预置值。如果输入脉冲的宽度小于时间预置值(见I0.0的脉冲B),输出脉冲的宽度等于输入脉冲的宽度。从波形图可以看出,复位信号是优先的,复位信号I0.1使定时器的当前时间值变为0,输出位也变为0状态。在复位信号有效期间,有输入信号出现(见I0.0的脉冲D),也不能输出脉冲。
在作仿真实验时,可以根据T0的时序图,改变T0的输入信号I0.0的脉冲宽度和复位信号I0.1出现的时机,观察T0的当前时间值和Q4.0的变化情况是否符合定时器的时序图。
图3的脉冲定时器线圈指令与S5脉冲定时器的输入/输出地址、工作过程和时序图完全相同。当I0.0的常开触点由断开变为接通时,T0开始定时,其常开触点闭合。定时时间到时,T0的常开触点断开。在定时期间,如果I0.0变为0状态,或者复位输入I0.1变为1状态,T0的常开触点都将断开,定时器的当前值被清零。

图1 S5脉冲定时器

图2 脉冲定时器时序图

图3 脉冲定时器
PLC其实就是一个工具,就比如我们现在作设计用来画图的软件AutoCAD来说,它有很多工具,比如画直线、画圆、拷贝、阵列等等,给你工作带来方便。PLC所含各种工具的多少和这些工具所具有的能力,例如我们看硬件手册,内部有多少M(继电器)、D(各种数据寄存器)、T(定时器)、C(计数器和高速计数器及对应的硬件接口)、S(状态)等等。这是明确的和能够看得到的。还有软件拥有的功能特别是潜在的能力,一般不大可能一本数百页的手册看的很透彻,也就是“估算”一下而已。还是前面打过的比喻,你在工程上需要画一个直径是D的圆,那么你所选用的PLC加上你的编程能力能画大于D的圆就行。
我以为重要的一点还是能够编程后模拟运行(不是全部指令都能模拟),这一点对初次或者甚至是熟练的编程应用者非常必要和方便,能够有所预测,能够模拟实际的运行情况,有没有其它或者意外未曾想到的情况出现?你在硬件(电气原理图)设计过程中就能穿插编程模拟运行一些分部程序来验证硬件设计的正确性。
当然,确定PLC的入出点数是现实的,比如入出大于256点,一般就要选用中大型的PLC如A、Q系列。或者多单机不算link的话用矩阵指令可到约300点左右。还应留有一定裕量的入出点,特别是输出点,万一长期运行或意外导致损坏不至于必须要更换PLC。
即便对于设计来说,比如一台交流电机如果按钮起停,是3入一出。如果省略热继电器的输入把它的常闭点串入接触器的线圈也非不可,省略一个输入点,PLC就“不知道”热继是否动作。你要是在软件中用ALT指令,你就只用一个按钮(占用1个输入点)操控起停,即按一下起,再按一下就停。这就与操作习惯又有关系了。有的企业比较喜欢“节约”,尽量用小型PLC,尽量少用入出点(便宜),但缺点是部分应有功能的缺失。
PLC选型时注意到以下几点对日后的工作有利:
1.近年产品;
2.入出点数充分并有裕量;
3.能模拟运行起码是程序框架部分的模拟运行非常有用(如Work2);
4.后,可从从三菱官网下载一个FX系列PLC的硬件配置软件,以验证硬件配置的正确性。