6ES7322-1HF10-0AA0
无刷直流电机由电动机主体和驱动器组成,是一种典型的机电一体化产品。由于无刷直流电动机是以自控式运行的,不会像变频调速下重载启动的同步电机那样在转子上另加启动绕组,也不会在负载突变时产生振荡和失步。中小容量的无刷直流电动机的永磁体,现在多采用高磁能级的稀土钕铁硼(Nd-Fe-B)材料。稀土永磁无刷电动机的体积比同容量三相异步电动机缩小了一个机座号。
无刷直流电动机是采用半导体开关器件来实现电子换向的,即用电子开关器件代替传统的接触式换向器和电刷。它具有可靠性高、无换向火花、机械噪声低等优点,广泛应用于录音座、录像机、电子仪器及自动化办公设备中。
无刷直流电动机由永磁体转子、多极绕组定子、位置传感器等组成。位置传感按转子位置的变化,沿着一定次序对定子绕组的电流进行换流(即检测转子磁极相对定子绕组的位置,并在确定的位置处产生位置传感信号,经信号转换电路处理后去控制功率开关电路,按一定的逻辑关系进行绕组电流切换)。定子绕组的工作电压由位置传感器输出控制的电子开关电路提供。
电机碳刷是电动机的碳刷和发电机的碳刷的统称。电机碳刷的样子有点像擦铅笔的橡皮条那样,顶上有导线引出,体积有大有小。
在电机中的作用就是改变电流方向分直流电机和交流电机,直流电机是来改变转子的导电线圈,从而改变转子磁极,进而改变电机的运动。碳刷是用于电机的换向器或滑环上,作为导出导入电流的滑动接触体,它的导电,导热以及润滑性能良好,并具有一定的机械强度和换向性火花的本能。几乎所有的有刷电机都使用碳刷,它是有刷电机的重要组成部件。
广泛适用于各种交直流发电机,同步电动机,电瓶直流电动机,吊车电机集电环,各型电焊机等等。 具有较好的换向性能,使用寿命长。
随着科学技术的发展,电机的种类和使用的工况条件越来越多样化,需要有各种不同品级的电刷来满足这些要求,故电刷的种类也随着电机工业的发展而越来越多
有刷电机 ,电机工作时,线圈和换向器旋转,磁钢和碳刷不转,线圈电流方向的交替变化是随电机转动的换相器和电刷来完成的。在电动车行业有刷电机分高速有刷电机和低速有刷电机。有刷电机和无刷电机有很多区别,从名字上可以看出有刷电机有碳刷,无刷电机没有碳刷。
无刷直流电机由电动机主体和驱动器组成,是一种典型的机电一体化产品。由于无刷直流电动机是以自控式运行的,不会象变频调速下重载启动的同步电机那样在转子上另加启动绕组,也不会在负载突变时产生振荡和失步。
无刷电机与碳刷电机具体区别体现在:
1、适用范围:
无刷电机:通常被使用在控制要求比较高,转速比较高的设备上,如航模,精密仪器仪表等对电机转速控制严格,转速达到很高的设备商。
碳刷电机:通常动力设备使用的都是有刷电机,如吹风机,工厂的电动机,家用的抽油烟机等等,串激电机的转速也能达到很高,由于碳刷的磨损,使用寿命不如无刷电机。
2、使用效果:
无刷电机:通常是数字变频控制,可控性强,从每分钟几转,到每分钟几万转都可以很容易实现。
碳刷电机:无刷电机一般启动以后工作转速恒定,调速不是很容易,串激电机也能达到20000转/秒,使用寿命会比较短。
3、使用寿命:
无刷电机:通常使用寿命在几万小时这个数量级,由于轴承的不同无刷电机使用寿命也有很大不同。
碳刷电机:通常有刷电机的连续工作寿命在几百到1千多个小时,到达使用极限就需要更换碳刷,不然很容易造成轴承的磨损。
4、节能方面:
无刷电机采用变频技术控制的会比串激电机节能很多,典型的就是变频空调和冰箱。
5、日后维修方面,碳刷电机需要更换碳刷,如果更换不及时会造成电机的损坏,而无刷电机,使用寿命很长,通常是有刷电机的10倍以上,坏了就需要更换电机,但日常维护基本不需要。
6、噪音方面与是否是有刷三相异步电动机无关,主要是看轴承和点击内部组件的配合情况
西门子6ES7317-6TK13-0AB0型号规格
西门子机床伺服控制器维修保养可以说是日常生活中免不了的事情,那怎样才能做到很好的保养呢?维护的流程是什么?方法又是哪些?不知道的朋友们别着急,下面小编将为大家介绍了。
西门子机床伺服控制器可广泛应用于工业控制领域。在PLC出现之前,通常采用数百个继电器和计数器组成具有相同功能的自动化系统。现在,简单的PLC模块已经基本上取代了这些大型设备。PLC的系统程序在出厂前已经初始化。用户可以根据自己的需要编辑相应的用户程序,以满足自动化生产的不同要求。
西门子机床伺服控制器维修保养的方法技巧到底是什么呢?
一、保养规程、设备定期测试、调整规定
(1)每半年或每季度检查一次可编程逻辑控制器柜内各端子的连接情况,如发现松动件,应及时重新紧固;
(2)对柜中给主机供电的电源每月重新测量工作电压;
二、设备定期清扫的规定
(1)每隔六个月或四个季度清洁一次可编程逻辑控制器,切断可编程逻辑控制器的电源,依次拆下电源架、CPU主板和输入/输出板,清洗干净,按顺序就地安装,恢复所有连接,通电并启动可编程逻辑控制器主机。仔细清洁PLC箱;
(2)每三个月更换电源机架下方过滤网;
三、检修前准备、检修规程
(1)检修前准备好工具;
(2)为保证构件功能不失效,模板不损坏,必须使用防护装置,并做好防静电准备;
(3)检修前与调度和操作工,需挂检修牌处挂好检修牌;
四、检修工艺及技术要求
(1)测量电压时,要用数字电压表或精度为1%的*表测量
(2)电源机架,CPU主板都只能在主电源切断时取下;
(3)在RAM模块从CPU取下或插入CPU之前,要断开PC的电源,这样才能保证数据不混乱;
(4)在卸下RAM模块之前,请检查模块电池是否正常工作。如果电池故障灯亮,则移除模块的PAM含量将丢失;
(5)在卸下I/O板之前,关闭主电源,但如果生产需要,也可以在PLC运行时卸下I/0板,但CPU板上的qvz(超时)灯亮;
(6)拨插模板时,要格外小心,轻拿轻放,并运离产生静电的物品;
(7)更换元件不得带电操作;
五、西门子机床伺服控制器设备拆装顺序及方法
(1)停机检修,必须两个人以上监护操作;
(2)把CPU前面板上的方式选择开关从“运行"转到“停"位置;
(3)关闭PLC的主电源,关闭makaka的其他电源;
(4)记下与电源架连接的电源线的线号和连接位置,拆下连接电源架和机柜的螺钉,即可拆下电源架;
(5)CPU主板及I/0板可在旋转模板下方的螺丝后拆下;
(6)安装时以顺序进行
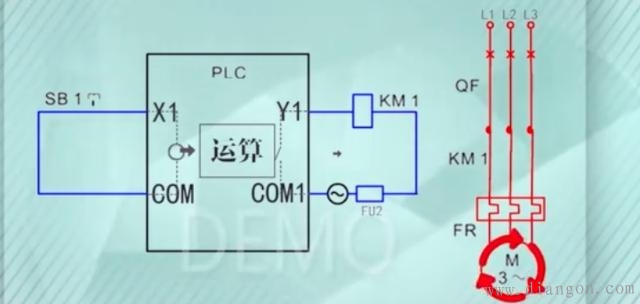
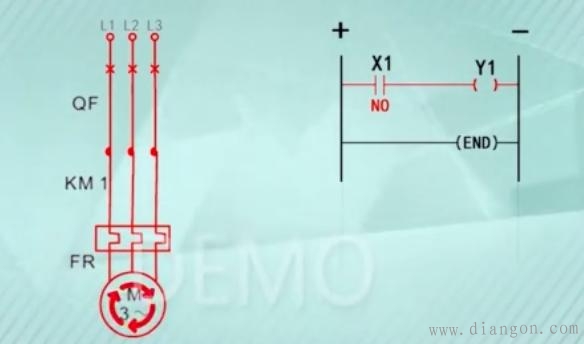
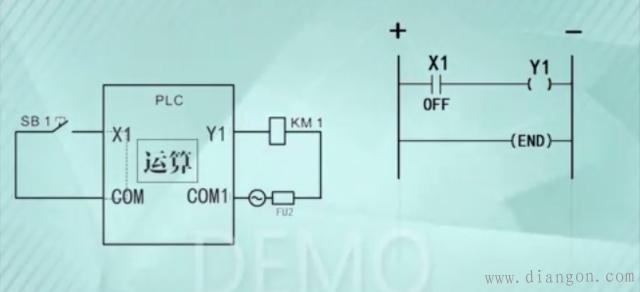
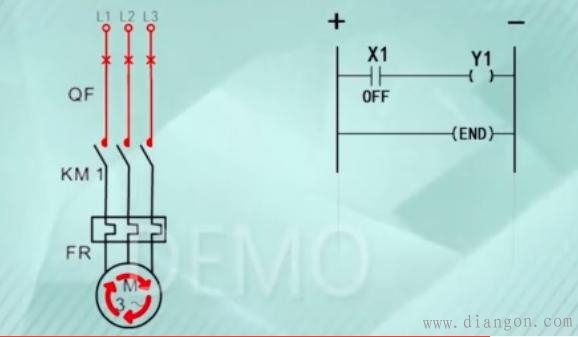
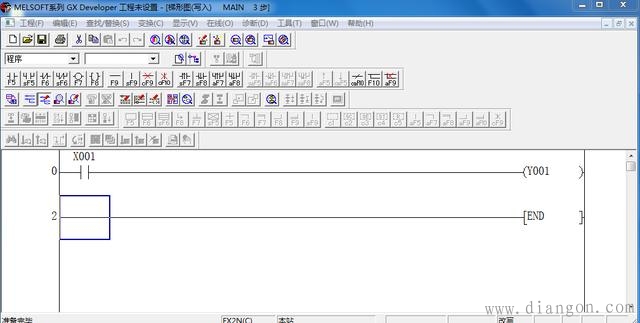
小编给大家讲一下plc的点动控制原理,这篇文章呢,主要是讲给:(plc编程初学者的)请高手勿喷!
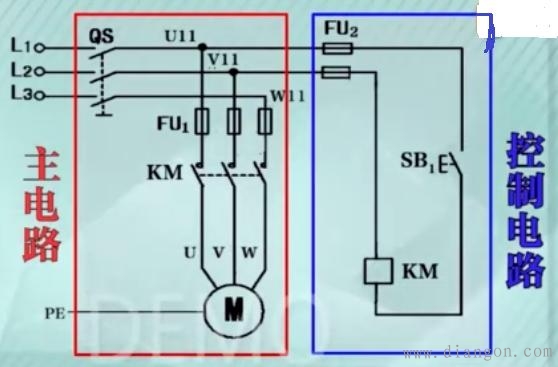
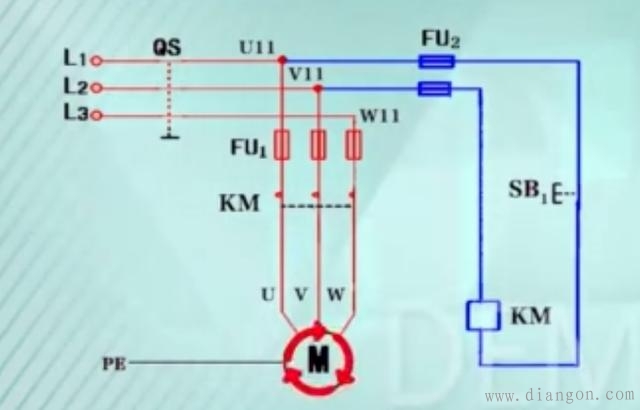
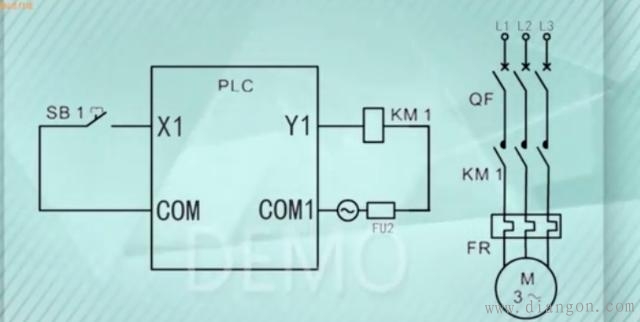
什么是:点动控制呢?大家看一下下面这个图,如图2:
|