西门子模块6ES7315-6FF04-0AB0现货供应
1.SIMATIC S7-200 PLC
S7-200 PLC是*小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200 PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。
S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATIC S7-300 PLC
S7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独的模块之间可进行广泛组合构成不同要求的系统。与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了*为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。SIMATIC人机界面(HMI)从S7-300中**数据,S7-300按用户*的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:*时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300 PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300 PLC可通过编程软件Step 7的用户界面提供通信组态功能,这使得组态非常容易、简单。S7-300 PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于连接编程器、PC机、人机界面系统及其他SIMATIC S7/M7/C7等自动化控制系统。
3. SIMATIC S7-400 PLC
S7-400 PLC是用于中、**性能范围的可编程序控制器。
S7-400 PLC采用模块化无风扇的设计,可靠**,可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的*系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
4. 工业通讯网络
通讯网络是自动化系统的支柱,西门子的全集成自动化网络平台提供了从控制级一直到现场级的一致性通讯,“SIMATIC NET"是全部网络系列产品的总称,他们能在工厂的不同部门,在不同的自动化站以及通过不同的级交换数据,有标准的接口并且相互之间兼容。
5. 人机界面(HMI)硬件
HMI硬件配合PLC使用,为用户提供数据、图形和事件显示,主要有文本操作面板TD200(可显示中文),OP3,OP7,OP17等;图形/文本操作面板OP27,OP37等,触摸屏操作面板TP7,TP27/37,TP170A/B等;SIMATIC面板型PC670等。个人计算机(PC)也可以作为HMI硬件使用。HMI硬件需要经过软件(如ProTool)组态才能配合PLC使用。
6. SIMATIC S7工业软件
西门子的工业软件分为三个不同的种类:
(1)编程和工程工具 编程和工程工具包括所有基于PLC或PC用于编程、组态、模拟和维护等控制所需的工具。STEP 7标准软件包SIMATIC S7是用于S7-300/400,C7 PLC和SIMATIC WinAC基于PC控制产品的组态编程和维护的项目管理工具,STEP 7-Micro/WIN是在Windows平台上运行的S7-200系列PLC的编程、在线仿真软件。
(2)基于PC的控制软件 基于PC的控制系统WinAC允许使用个人计算机作为可编程序控制器(PLC)运行用户的程序,运行在安装了Windows NT4.0操作系统的SIMATIC工控机或其它任何商用机。WinAC提供两种PLC,一种是软件PLC,在用户计算机上作为视窗任务运行。另一种是插槽PLC(在用户计算机上安装一个PC卡),它具有硬件PLC的全部功能。WinAC与SIMATIC S7系列处理器兼容,其编程采用统一的SIMATIC编程工具(如STEP 7),编制的程序既可运行在WinAC上,也可运行在S7系列处理器上。
(3)人机界面软件 人机界面软件为用户自动化项目提供人机界面(HMI)或SCADA系统,支持大范围的平台。人机界面软件有两种,一种是应用于机器级的ProTool,另一种是应用于监控级的WinCC。
ProTool适用于大部分HMI硬件的组态,从操作员面板到标准PC都可以用集成在STEP 7中的ProTool有效地完成组态。ProTool/lite用于文本显示的组态,如:OP3,OP7,OP17,TD17等。ProTool/Pro用于组态标准PC和所有西门子HMI产品,ProTool/Pro不只是组态软件,其运行版也用于Windows平台的监控系统。
WinCC是一个真正开放的,面向监控与数据采集的SCADA(Supervisory Control and Data Ac)软件,可在任何标准PC上运行。WinCC操作简单,系统可靠性高,与STEP 7功能集成,可直接进入PLC的硬件故障系统,节省项目开发时间。它的设计适合于广泛的应用,可以连接到已存在的自动化环境中,有大量的通信接口和全面的过程信息和数据处理能力,其的WinCC5.0支持在办公室通过IE浏览器动态监控生产过程。
西门子中型可编程控制器系列S7-300技术革新啦!S7-300 PLC是SIMATIC S7家族中的中型可编程序控制器,作为以前版本的升级,新一代固件版本为V3.0的S7-300系列的CPU 312、314、315-2 DP 和315F-2 DP已经发布,这些CPU都有新的订货号。
新一代的S7-300系列CPU与以前对应版本备件兼容,具备以下亮点:性能方面,性能提升了2倍或者*高。内存方面,CPU 314 从96 KB扩展到128 KB ,CPU 315-2 DP从128 KB扩展到256 KB ,CPU 315F-2 DP从 192 KB扩展到384 KB。可以在线监控两个快,技术数据也趋于一致,I/O过程映像区增大。CPU 315(F)-2 DP 的PROFIBUS可以使用同步模式,并带有可以进行数据设置的路由。
性能提升
新一代的S7-300 CPU性能比现有的312,314 和315(F)-2 DP CPU有了显着提升,例如,新一代的CPU的用户程序执行速度是原来CPU的2倍或*高。位运算时间缩减到50ns,字运算时间缩减到90ns,**和浮点数运算性能也有了较大的提升
要求
已在 SIMATIC Manager 中打开 color_gs 项目。
已激活工厂视图。
步骤
在树形视图中选择“color_gs_Prj_MP\color_gs_Prj_Prj"层级。
选择菜单命令“选项 > 工厂层级 > 设置..."(Options > Plant Hierarchy > Settings...)。
将打开“自定义工厂层级"(Customize Plant Hierarchy) 对话框以供您设置工厂层级选项。
在“层级数"(Number of hierarchy levels) 域中输入值“4"。
此设置允许定义多四个层级。
在“多可输入的字符数"(Max. number of characters) 输入框中针对所有四个层级输入值“10"。
此设置将每个层级的 HID 字符串长度限定为不超过 10 个字符。
为级别 1 到 4 选中“包含在 HID 中"(Included in HID) 复选框。
为级别 2 选中“OS 区域"(OS area) 选项按钮。
选中“从工厂层级获得画面层级"(Derive picture hierarchy from the plant hierarchy) 复选框。
此时的对话框如下所示:
单击“确定"(OK) 应用设置。
将显示“设置"(Settings) 消息对话框。
单击“是"(Yes)。
将会接受所有设置
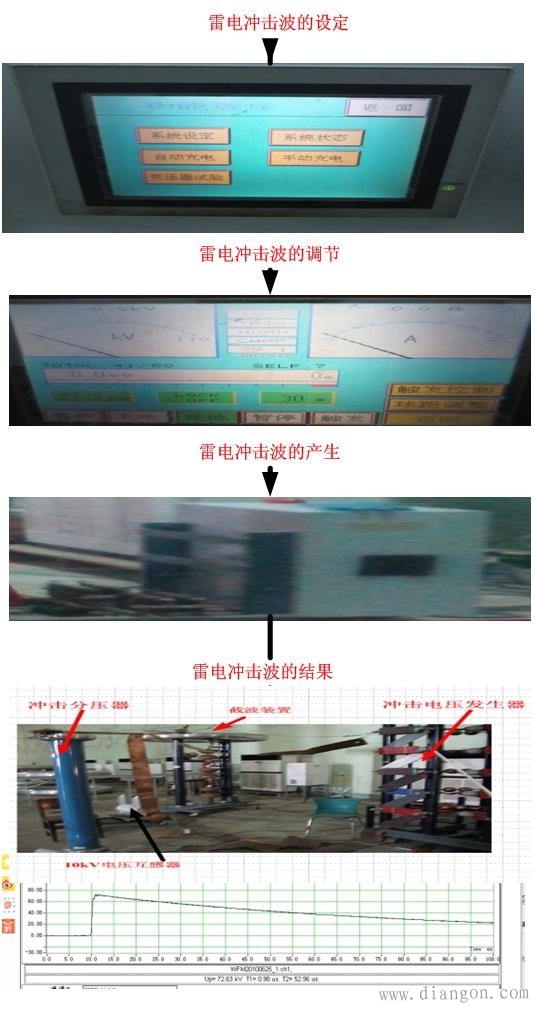
| 一、基于 plc的雷电冲击控制系统功能 基于 PLC的雷电冲击控制系统功能(如图1):调节雷电冲击装置球隙(A1)并自动触发(A2)、调节截波装置球隙(B1)并定時触发(B2)、调节雷电冲击电压(C1)并产生雷电冲击全波或截波(C2);上述操作均由人机互动完成。
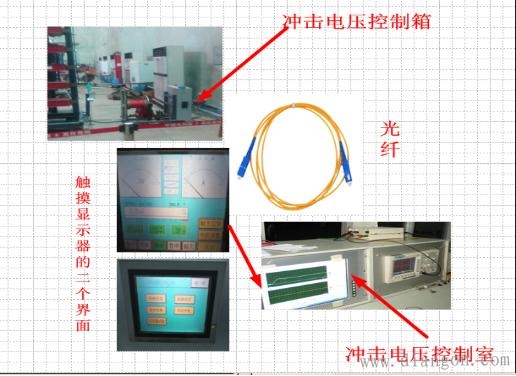
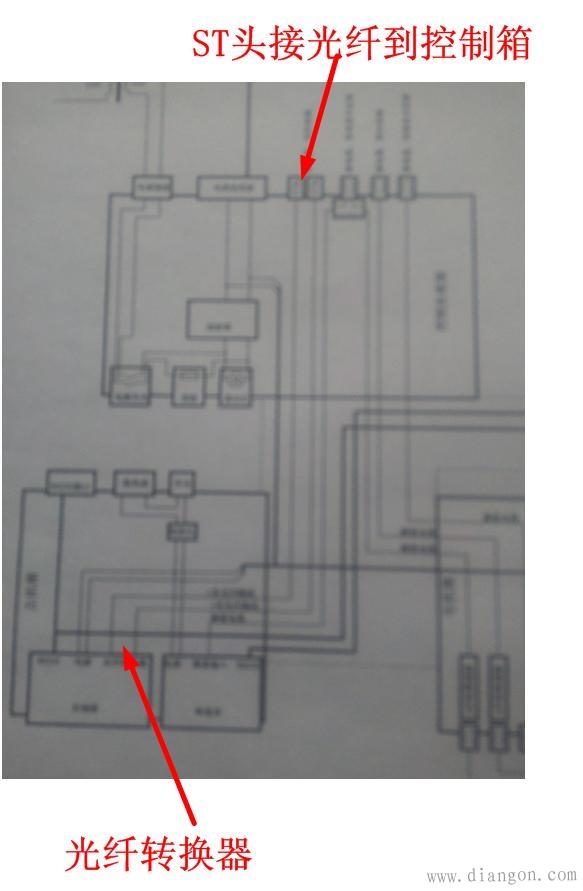
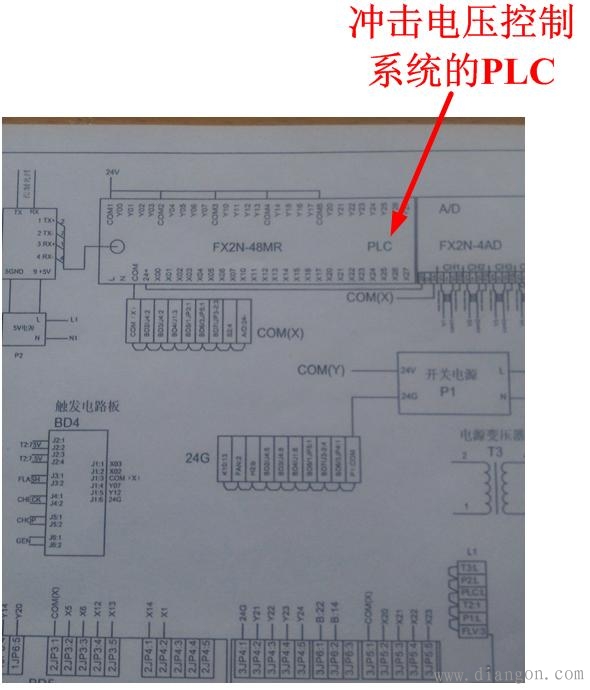
二、基于 PLC的雷电冲击控制系统的硬件配置 基于 PLC的雷电冲击控制系统的硬件配置如图2。雷电冲击控制系统的硬件包括:冲击电压控制箱(位于本体现场)、人机互动工控机(位于控制室内)和光纤通讯(连接二者)。
|