





6ES7136-6DB00-0CA0现货供应
PLC网络继承了传统使用的MELSEC网络,并使其在性能、功能、使用简便等方面更胜。Q系列PLC提供层次清晰的三层网络,针对各种用途提供合适的网络产品。

图1 三菱公司的PLC网络
1、信息层/Ethernet(以太网) 信息层为网络系统中高层,主要是在PLC、设备控制器以及生产管理用PC之间传输生产管理信息、质量管理信息及设备的运转情况等数据,信息层使用的Ethernet。它不仅能够连接windows系统的PC、UNIX系统的工作站等,还能连接各种FA设备。Q系列PLC系列的Ethernet模块具有了日益普及的因特网电子邮件收发功能,使用户无论在世界的任何地方都可以方便地收发生产信息邮件,构筑远程监视管理系统。利用因特网的FTP服务器功能及MELSEC专用协议可以很容易的实现程序的上传/下载和信息的传输。
2、控制层/MELSECNET/10(H) 是整个网络系统的中间层,在是PLC、CNC等控制设备之间方便且高速地进行处理数据互传的控制网络。作为MELSEC控制网络的MELSECNET/10,以它良好的实时性、简单的网络设定、无程序的网络数据共享概念,以及冗余回路等特点获得了很高的市场评价,被采用的设备台数在日本达到高,在世界上也是的。而MELSECNET/H不仅继承了MELSECNET/10的特点,还使网络的实时性更好,数据容量更大,适应市场的需要。但目前MELSECNET/H只有Q系列 PLC才可使用。
3、设备层/现场总线CC-link 设备层是把PLC等控制设备和传感器以及驱动设备连接起来的现场网络,为整个网络系统层的网络。采用CC-link现场总线连接,布线数量大大减少,提高了系统可维护性。不只是ON/OFF等开关量的数据,还可连接ID系统、条形码阅读器、变频器、人机界面等智能化设备,从完成各种数据的通信,到终端生产信息的管理均可实现,加上对机器动作状态的集中管理,使维修保养的工作效率也大有提高。在Q系列PLC中使用,CC-link的功能更好,使用更简便。
在三菱的PLC网络中进行通信时,不会感觉到有网络种类的差别和间断,可进行跨网络间的数据通信和程序的远程监控、修改、调试等工作,而无需考虑网络的层次和类型。
MELSECNET/H和CC-link使用循环通信的方式,周期性自动地收发信息,不需要专门的数据通信程序,只需简单的参数设定即可。MELSECNET/H和CC-link是使用广播方式进行循环通信发送和接收的,这样就可做到网络上的数据共享。
对于Q系列PLC使用的Ethernet、MELSECNET/H、CC-link网络,可以在GX Developer软件画面上设定网络参数以及各种功能,简单方便。
Q系列PLC除了拥有上面所提到的网络之外,还可支持 PROFIBUS、Modbus、DeviceNet、ASi等其它厂商的网络,还可进行 RS-232/RS-422/RS-485等串行通信,通过数据专线、线进行数据传送等多种通信方式。
一、所需设备、工具、材料
见表1。
表1 项目所需设备、工具、材料

二、练内容
1、项目描述

按照三相异步电动机控制原理图(图1)接线或用控制模板代替。图中的QS为电源刀开关。
(1)启动控制 设计一个三相异步电动机的控制程序,要求按下启动按钮电机启动而开始运转,按下停止按钮电机停止转动。
(2)电机正、反转控制 学员设计电机正反转控制程序,要求按正转按钮电机正转,按反转按钮电机反转,为了防止主电路电源短路,正反转切换时,必须先按下停止按钮后再启动。
2、实训要求
2.1 输入点和输出点分配表
表2所示。
表2 输入点和输出点分配表

2.2 PLC接线图
按照图2完成PLC的接线。图中输入端的24V电源可以利用PLC提供的直流电源,也可以根据功率单独提供电源。若实验用PLC的输入端为继电器输入,也可以用220V交流电源。注意停止按钮采用动断按钮。
2.3 程序设计
图3为电机启动控制的梯形图。简单启动控制只用到正转按钮、停止按钮两个输入端,输出只用到KM1交流接触器。该程序采用典型的自保持电路。合上电源刀开关通电后,停止按钮接通,PLC内部输入继电器X0的动合触点闭合。按正转按钮,输出继电器Y0导通,交流接触器KM1线圈带电,其连接在主控回路的主触点闭合,电机通电转动,Y0的动合触点闭合,实现自锁。这样,松开正转按钮,仍保持Y0导通。按停止按钮,X0断开,Y0断开,KM1线圈失电,主控回路的主触点断开,电机失电而停转。

图4为电机正反转控制程序,采用自锁和互锁控制程序。也可以采用SET和RST指令来实现。

在图2的接线图中,将两个交流接触器的动断触点KM1、KM2分别连接在KM2、KM1的线圈回路中,形成硬件互锁,从而保证在控制程序错误或因PLC受到噪声的影响而导致Y0、Y1两个输出继电器有输出的情况下避免正、反转接触器带电而造成的主电路短路。
由于停止按钮采用动断按钮,在通电后,X0动合触点闭合。若先按正转按钮X1,Y0导通并形成自锁。Y0的动断触点断开,按反转按钮Y1也无法接通,也就无法实现反转。
在正转的情况下,要想实现反转,只有先按一下停止按钮,使Y0失电,从而正转接触器断电,松开停止按钮Y0、Y1仍失电。再按反转按钮后,由于Y0失电,其动断触点闭合,Y1导通,反转接触器KM2线圈带电。接在图1主控回路中主触点闭合,由于电源相序变化,电机反转。
同样,在反转状态要正转,都需要先按停止按钮。
2.4运行并调试程序
(1)将梯形图程序输入到计算机。
(2)下载程序到PLC,并对程序进行调试运行。观察能否实现正转,在正转的情况下能否直接转换成反转;按下正、反转按钮会出现什么情况等。
(3)调试运行并记录调试结果。
3、 编程练习
(1)如何通过程序实现软互锁?
(2)如何修改提供的正、反转控制程序,使正反转过程中不用先停止再转换
1、 系统元件I/O分配表
根据任务要求,进行I/O分配,如表所示。

表 I/O分配表
2、绘制plc硬件接线图及硬件连接
根据I/O分配,绘制PLC硬件接线图,如图1所示。
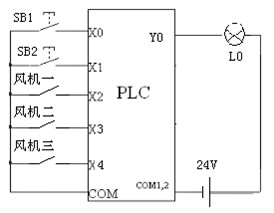
图1 电动机运行监视系统PLC接线图
3、系统的软件设计
系统的PLC程序参照图2电动机运行监视系统梯形图。
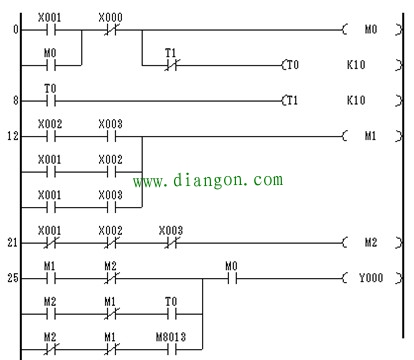
图2 电动机运行监视系统梯形图
4、系统调试运行
1.按照图1连接好PLC的输入和输出;
2.输入图2的梯形图,并将程序下载到PLC。
3.将PLC运行开关打到RUN,运行程序。
5.操作控制按钮,观察运行结果:按下SB2,监控系统开始运行。如果两台以上风机工作,Y0持续接通;如果仅有一台风机工作,则信号灯以0.5Hz闪烁;如果三台风机都不工作,则信号灯以1Hz频率。按下停止按钮SB1,系统停止运行,信号灯停止。
6.分析程序运行结果,编写相关技术文件
在编程时,经常遇到多个线圈受一个或一组接点控制,如果在每个线圈的控制电路中都串入同样的接点,将多占用存储单元,应用主控指令可以解决这一问题。
主控指令MC用于公共串联接点的连接,主控复位指令MCR是主控MC的复位指令。MC指令是3程序步,MCR是2程序步,它们的目标元件是Y、M,不能操作特殊辅助继电器M。图是MC、MRC指令的使用说明。
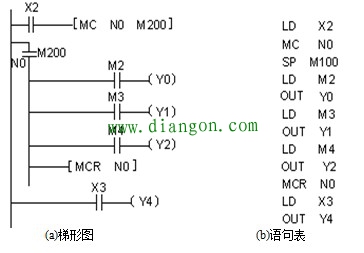
图 MC、MRC指令的使用说明
当X2接通时,执行MC与MCR之间的指令,当X2断开时,不执行MC与MCR之间的指令。在MC与MCR之间的非积算定时器用OUT指令驱动,计数器、积算定时器用SET/RST指令驱动。使用MC指令后,母线移到主控接点的后面,使用MCR后,母线返回到原来位置。在MC指令内再使用MC指令时称嵌套,嵌套级N由0~7顺次增大,返回时从大到小用MCR指令逐级返回。与主控接点相连的接点应使用LD、LDI指令。