6ES7340-1BH02-0AE0详细说明
单机额定功率75kW,一开一备运行方式,而在实际生产中只需大约45kW输出功率。压缩机在低于额定工况下运转,负载率较低,其风压与**大小要靠手动阀调节,操作困难,也浪费大量电能。为此,考虑采用变频调速技术进行改造,用PLC实现自动调节和各种控制功能。运行实践证明,该方案稳定可靠,经济效果明显。
一 工艺要求
(1)正常生产过程中,2台压缩机应至少有1台运行,在相互切换时,也不允许发生两台机器全部停止的现象。
(2)保持压缩机出口压力在预定值上。
(3)能实现对压缩机运行状态进行分析,以实现预测性检修。
二 系统控制原理
(1)工艺设定压缩机管网正常出口压力为P1,而现场实际测定压力为P2,根据ΔP(=P2-P1)值大小由PLC内PID功能模块进行PID运算,控制变频器来改变电动机转速,达到所要求的压力。当ΔP>0时,现场压力偏高,则**变频器输出频率,使电动机转速加快,**实际风压;当ΔP<0时,现场压力偏低,则使转速降低,ΔP减小。这样不断调整,使ΔP趋于0,现场实际压力在设定压力附近波动,保证压力稳定。系统结构如图1。
(2)压缩机长期运行,造成各部件间隙变大,这样引起的振动会越来越大,容易造成压缩机各部件的损坏。由PLC对现场振动情况进行判断分析,可提前对压缩机进行计划性维护保养,这样可大大延长设备的使用寿命,**设备运行可靠性,减少设备故障引起的非计划性停车。
三 设计方案
该方案主要由1台Siemens ECO1-7500/3变频器、1台S7-200型PLC(CPU215/216,配套EM235扩展模块)以及接触器、操作按钮、1台现场压力变送器和2台振动测量装置(振动变送器)组成,用PLC实现压缩机出口压力单回路闭环PID控制以及压缩机起动、停止、切换、故障处理等各种电气控制功能,由振动变送器对压缩机状态进行监控分析,以实现预测性维护维修。主回路如图2。
(1)PID运算功能的实现
S7-200系列中CPU215/216具有32位浮点运算指令和内置PID调节运算指令等特殊功能。使用时,只需在PLC内存中填写1张PID控制参数表(见下表),再执行指令:PID TABLE, LOOP,即可完成PID运算。其中操作数TABLE使用变量存储器VBx,用来指明控制环的起始地址;操作数LOOP是控制环号(常数,0~7)。编号为2、4、5、6、7的参数固定不变,可在PLC主程序中设定;编号为1、3、8、9的参数具有实时性,须在调用PID指令时填入。

由于S7-200输入和输出为开关量,而变频器、压力变送器和振动变送器的信号为模拟量,EM235模块要实现D/A转换。一个EM235模块可扩展3路模拟量输入通道(接1路压力信号,2路振动信号)和1路模拟量输出通道(接至变频器)。
(2)起动
M1和M2各有两种起动方式,可通过转换开关选择变频/工频起动方式。
(3)运行
正常情况下,电动机M1处于变频调速状态,电动机M2处于停机备用状态。现场压力变送器检测管网出口压力(4~20mA模拟量信号),并与预定值相比较,经PLC内部专用PID指令进行运算,得到变频器所需频率信号,自动调节电动机转速,达到所需管网压力。
(4)停止
按下“停止按钮",PLC控制所有接触器断开,变频器停止工作。
(5)切换
当需从电动机M1切换到M2时,接触器KM2断开,KM1闭合,此时电动机M1工作在工频下,在变频器停止后,KM4闭合,变频器重新起动,电动机M2在变频器驱动下起动;起动后,KM1断开,电动机M1停止,切换操作结束。电动机M2切换到M1过程类似。
(6)报警及故障自诊断
通过PLC内部程序设定报警及联锁保护,一旦出现故障立即停止相应操作并报警。对于故障自诊断功能,考虑到成本问题,未设计上位机,只设置相应故障代码,通过4位数码管显示,使维修人员可根据故障信息方便查找到故障点。如:(a)压缩机油压低、水压低等故障信号,可由现场防爆电接点压力表测得,直接送至PLC,由PLC控制实现声光报警和延时停车;(b)增设现场振动传感器,并将信号送至PLC,对压缩机运行状况进行显示和诊断。
四 几点体会和设计中应注意的问题
(1)采用变频控制后,实现了压缩机的软起动,减小了起动电流对电网的冲击;节电效果明显,1年内可回收全部投资。
(2)采用PLC后,组成闭环自控系统,实现自动调节,运行更加稳定可靠。
(3)变频器、PLC、接触器等可安装在一台控制柜内,可就地或远控操作,方式简单灵活。
(4)系统可扩展性较好。若有多台压缩机在变频/工频供电方式下运行时,只需将增加信息或信号引至PLC,即可实现整个系统的自动控制;若生产需要,本系统也可方便接入DCS或上位机,建立人机界面的监控系统等。
(5)预测性维护检修可大大延长压缩机使用寿命,**可靠性,减少停车损失,降低运行费用。
(6)PLC控制电动机在变频/工频供电方式下切换时,须保证各接触器闭合和断开顺序以及足够的延时,以防止电动机绕组产生的感应电动势加载到变频器的输出逆变桥上,造成损坏。
(7)PLC须实现KM2和KM4间的互锁,以防止2台电动机变频起动,使变频器因过载而损坏。
(8)因2台电动机会在短时间内分别在工频和变频下运行,故变频控制柜的总电源开关需按2台电动机负载量考虑
西门子S120控制单元6SL3055-0AA00-5BA1
在热轧带钢生产中,卷取机的任务是把从精轧机轧制出的带钢卷成钢卷,并再运送到成品库中。卷取机能否正常运行及卷取效果的好坏直接关系到热轧产品的产量及质量。鞍钢1700卷取机是从1995年改造投产运行的设备。该控制系统采用的为德国西门子公司研制的SIMADYN—D来完成基础自动化和传动系统的控制。卷取工艺流程如图1

带钢经过六架精轧机热连轧以后进人输层流辊道,待层流冷却到适当温度进入卷取区域。由导尺进行带钢方向定位,经夹送辊进入卷取机进行卷取。卷成的钢卷再由卸卷小车送到打捆机打捆,后由翻钢机送到到1#运输链。
卷取区域涉及的自动控制思想如下:
(1)位置控制 导尺的位置控制、夹送辊辊缝控制、助卷辊踏步位置控制、卷筒胀缩控制;
(2)速度控制 夹送辊、助卷辊、卷筒速度控制及带钢尾部定位控制;
(3)压力控制 传动侧导尺对带钢的侧压力控制、夹送辊压力控制、助卷辊踏步压力控制、卸卷小车液压托力控制;
(4)张力控制 精轧末架轧机和夹送辊之间、夹送辊和卷筒之间带钢的恒张力控制;
(5)其他 卸卷小车、翻钢机、活门、风动导板等辅助系统自动控制。
2 控制系统结构
目前,控制系统包括5套 SIMADYND框架:HB0、HE1、HF1、HE2、HF2,来完成2个卷取机的控制,系统结构如图2所示。

HE1 控制1#卷取机的液压系统;
HF1 控制1#卷取机的传动系统及相关冷却水控制、卸卷小车控制、卷筒胀缩控制;
HE2 控制2#卷取机的液压系统;
HF2 控制2#卷取机的传动系统及相关冷却水控制、卸卷小车控制、卷筒胀缩控制;
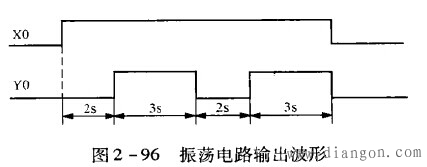
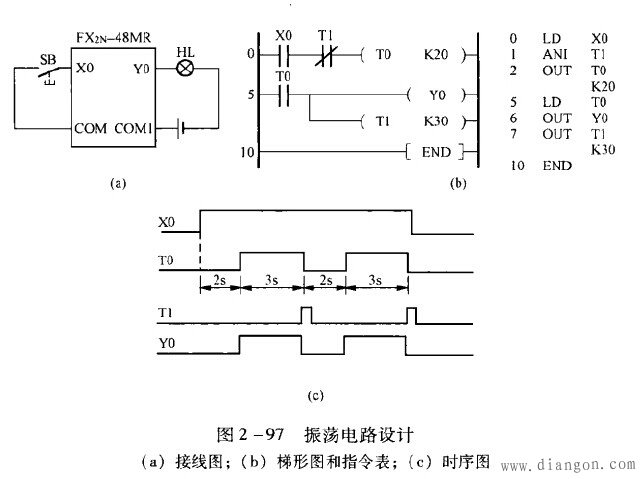
HB0 卷取带钢跟踪、1#plc设计一个振荡电路,要求其输出波形如图2-96所示。XO外接的SB是带自锁的按钮,如果Y0外接指示灯HL, HL就会产生亮3s灭2s的闪烁效果,该电路也称为闪烁电路。为了实现这一功能,设置T0为2s定时器,T1为3s定时器。设计的接线图、梯形图和指令表与时序图如图2-97所示。