西门子6ES7214-1AF40-0XB0安装调试
基于CO-TRUST PLC通讯技术的水温控制
主站中还需要定时向各从站读/写数据,读取一些状态信息,如机组的高、低压力、风机和压缩机的状态、机组故障等信息;向各从站写一些控制命令,如开、关机、强制融霜等命令,全部控制都在主触摸屏上完成。
5 应用效果
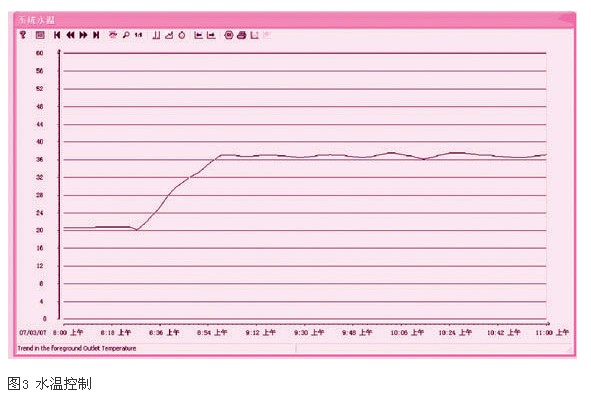
通过对现场水温的监控,在采用模糊控制方法后,机组水温控制精度达到用户工艺要求,用户非常满意,响应速度很快,超调小,具体水温曲线参见图3所示。
6 结束语
不依靠专用控制模块通过应用plc的编程软件开发模糊控制程序,并应用在风冷模块化空调机组的水温控制上,实测数据证明模糊控制在实际应用中得到了良好的控制效果。模糊控制程序作为整个plc控制程序的一个子程序,包括数据的读取、模糊推理和控制信号输出,这样模糊控制程序易实现模块化和标准化,与pid控制相比,限制条件少,不受系统硬件限制,适应范围也大大提高,具有较大的实用价值。
基于CO-TRUST PLC通讯技术的水温控制
根据过程控制的实际经验得到一系列推理语言规则,写成如下形式:
if e=(nb) and ec=(nb) then u=(pb)
即温度偏差e为负大且偏差变化率ec为负大,则输出控制增量u应为正大,快速减少负偏差,使其趋近于给定值。
if e=(nm) and ec=(nm) then u=(pm)
即温度偏差e为负中且偏差变化率ec为负中,则输出控制增量u应为正中,逐渐减少负偏差,使其趋近于给定值。
if e=(ns) and ec=(ns) then u=(ps)
即温度偏差e为负小且偏差变化率ec为负小,则输出控制增量u应为正小,慢慢减少负偏差,使其趋近于给定值,避免出现超调现象。
if e=(ps) and ec=(ps) then u=(ns)
即温度偏差e为正小且偏差变化率ec为正小,则输出控制增量u应为负小,慢慢减少正偏差,使其趋近于给定值,避免出现超调现象。
if e=(pm) and ec=(pm) then u=(nm)
即温度偏差e为正中且偏差变化率ec为正中,则输出控制增量u应为负中,逐渐减少正偏差,使其趋近于给定值。
if e=(pb) and ec=(pb) then u=(nb)
即温度偏差e为正大且偏差变化率ec为正大,则输出控制增量u应为负大,以快速减少正偏差,使其趋近于给定值。
通过对这样的一系列的语句的归纳形成以下的模糊控制规则(表1)
各模糊子集的隶属函数选择三角分布方式,根据模糊控制规则表和各模糊子集的赋值表即可计算出每个模糊关系r,合成总模糊关系,再根据模糊推理合成规则,得到控制增量模糊集u,再按隶属函数中位数方法得到相应的控制增量u,即得到模糊控制表。
4 网络通讯指令的使用
plc之间的通讯采用netw/netr(网络写/网络读)指令,在这里把1#plc设置为主站,其它plc均设置为从站,主plc通过采样周期和控制周期检测水温变化,通过plc根据计算得到的水温偏差与水温偏差变化率查询模糊控制控制表,获得相应控制量,对3台机组的能量进行控制,还需考虑3台机组的能量输出基本相当。
1 引言
随着工业技术的发展越来越快,工业中对中央空调控制精度的要求也越来越高,现在很多工业生产过程都对温度有较高要求,中央空调系统是一个参数时变、纯滞后、大惯性的非线性系统,其控制过程与环境条件及空调系统本身的诸多因素密切相关,许多参数是难以计算和测量的,很难建立**的数学模型。模块化空调机组是由多台空调组合而成的并联中央空调系统,控制系统采用多台plc通讯联网处理。当实际环境多变时,传统控制方式对水温的控制效果并不理想。
近来提出的模糊控制可不必**了解对象情况,且具有动态响应好,上升时间快,超调小的优点,随着plc技术的不断发展,各plc厂家推出了适于各类过程控制的智能专用模块,应用模糊控制技术合理调节模块化空调的能量,达到良好的温度控制效果和响应速度。
2 组建plc网络
现有三台风冷热泵螺杆机组,编号分别为机组a、机组b和机组c,还有4台水泵,其中3用1备,每台机组对应一台水泵,如果在运行过程中任意一台水泵发生故障,备用水泵自动投入工作。
本plc网络采用4个co-trust公司的可编程控制器,其中1#plc、2#plc、3#plc均为cpu226l,4#plc为cpu224+。1#plc、2#plc和3#plc分别控制机组a、机组b和机组c,4#plc控制4台水泵。4个plc相互串接到一条总线上,构成线型网络拓扑结构,如图1所示。
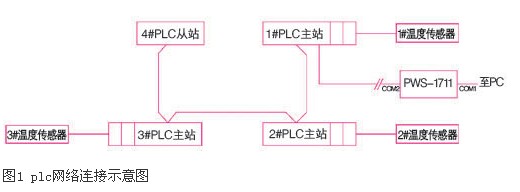
三台风冷热泵机组的进水口和出水口分别并联在两条总管路上,构成总进水口和总出水口,在总出水口处各放三个温度传感器,三个温度传感器信号分别送至1#plc、2#plc、3#plc的温度采集模块。
3 模糊控制实现
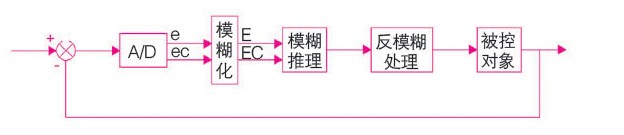
图2 模糊控制原理框图
模糊控制原理如图2所示。针对机组只有一个控制量即机组出水温度,系统采用二维模糊控制。设模糊变量为:e(温差),ec(温差变化率),u(输出增量)。输入输出变量语言可以表达为:负大(nb),负中(nm),负小(ns),零(zo),正小(ps),正中(pm),正大(pb)。系统中温差基本论域为e其范围为[-3,+3],温差变化率ec其范围为[-0.5,+0.5],输出增量u其范围定为[-3,+3],**量均可划分为12个等级。
基于PLC触摸屏及变频器对吹膜机改造
3.2 温度控制
本工程要求温度控制在一定的精度范围,用触摸屏输入设定温度值,通过触摸屏画面监控温度值。温控模块的作用是把热电偶感知的温度信号转变为数字量信号送给plc的装置,温度的精度与模块的分辨率有关,分辨率越高精度就越高。plc温控模块fbs-tc6的接线如图6所示。
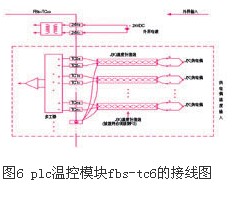
图6 plc温控模块fbs-tc6的接线图
温度是吹膜机重要的工艺控制参数。针对吹膜机电热负载,项目采用pid控制算法,通过plc的d/o接口实现多段多点集中控制,固态继电器控制的pmw脉宽调制精度大大超过改造前的继电器开关控制。
4 结束语
plc、触摸屏及变频器的自动控制综合应用技术提高了工业生产产品的品质和生产设备的效率,解决了传统控制系统操作复杂,新产品生产周期长等问题,有利于人员培训及提高企业市场竞争力。本文结合现实生产中的实际情况,完成了对塑胶吹膜机的改造,应用plc、触摸屏及变频器的综合控制技术完成了温度,速度的控制,提高了电气控制的可靠性,缩短了维修时间,减少了维修的工作量,降低了设备零部件的损坏率。该技术可以在现代工业中应当得到广泛的应用,具有广阔的发展前景
基于PLC触摸屏及变频器对吹膜机改造
(3)用触摸屏作为上位机来完成各项温度的设定,变频器频率的设定,配方功能,报警显示,机器故障和状态显示等,使操作大为简化,节省人员。配方功能可以方便随时更换新产品,节省新产品上线时间,提高效率。报警显示和故障显示可以随时告知故障情况和故障点,便于维修和调试,避免了故障的扩大化。根据经济实用原则,本工程选用了价格相对较低的fatek公司的fv070st-t50触摸屏。
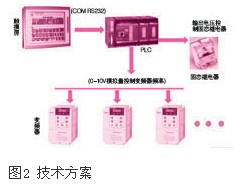
技术方案如图2所示。
3 项目实现
3.1 触摸屏接线与编程
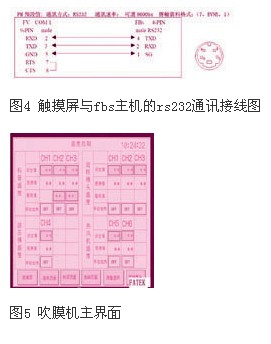
要想实现触摸屏与plc的人机交流,必须却保plc与触摸屏的正常通讯,触摸屏上画面的各种元件必须一一对应plc上的各种软元件。fbs系列plc与永宏fv系列触摸屏的连接如图3所示。
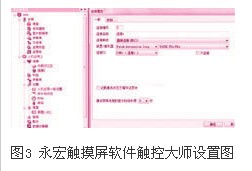
fv系列触摸屏的画面编辑软件为《触控大师》,图3是永宏触摸屏与fbs系列plc通讯时画面编辑软件《触控大师》上的设置。fv系列触摸屏与fbs系列plc通讯的详细接线图,用rs232通讯协议实现通讯,如图4所示。触摸屏主界面如图5所示。