





言
筒仓的安全监控系统又称防爆系统,系统设计的主要目的是为保证筒仓的安全运行,对于以贮煤为主的超大型筒仓来说,一旦发生事故,就有可能影响到整个钢厂的运行和安全,建立计算机的筒仓安全监控系统十分必要。本文以太原钢铁集团储煤筒仓安全监控系统为例,详细介绍世纪星组态软件的功能特点。
2 系统方案
筒仓安全监控的对象有煤的温度、煤尘的浓度、筒仓内气体中一氧化碳和烟雾的浓度、瓦斯气体(甲烷和丙烷)、筒仓料位等。温度是贮煤自燃的首要条件,煤尘亦是导致爆炸的重要条件之一,一氧化碳和烟雾的浓度反映了贮煤自燃的程度,煤的贮量涉及到贮存期的管理。由于钢厂设置在坑口,故输送过来的煤炭含有较多的瓦斯系统,为了确保安全,需对甲烷和丙烷等瓦斯气体实施监控,必须实施监控确保以上参数在可控制范围内,为了保证筒仓的储存安全及供应能力,需要实时监测筒仓的物位。
系统的安全系统设备由相关备厂家提供,通过强大的PLC控制器S7-300控制确保整个筒仓的安全运行。由于筒仓的检测对象分散,且数量众多,本系统采用30个分布式模块,通过实时的工业总线RS485总线通信,满足监控筒仓的需要。分布式模块选用研华公司ADAM系列模块,该模块具有经济耐用,可靠性高,通信功能强大的特点,为了使人机界面与设备之间有良好的兼容性,选取世纪星组态软件作为人机界面软件,使得监控系统人机界面具有适应性强、开放性好、易于扩展、经济、开发周期短等鲜明优点。如图1所示。
3 系统特点
3.1流程显示效果好
各个生产设备的数据均可集中到一个统一的工艺流程图中显示,从而极大方便了设备管理,世纪星集成了丰富的工艺设备图库,可以方便的开发出形象逼真的工艺流程图,画面支持3D方式动态显示各个设备的状态、实时值等,显示效果十分理想,如图2,3,4,5所示。

图1 筒仓安全监控系统结构图

图2 筒仓数据一览图

图3 筒仓料位图

图4 筒仓升降机状态图

图5 筒仓探头分布图
3.2串口通信能力强
通过世纪星强大的分时多设备通信技术,可以在多核CPU上实现更快的数据采集,本工程中世纪星能快速稳定的和32个RS485接口的分布式设备通信,数据采样速率20ms/次,数据刷新率55ms/次,满足了筒仓安全实时监控的要求
塑料抽料系统的PLC改造
1 引言
某厂挤塑设备上的一种真空抽料送料系统使用80年代进口的烘干送料系统,电气控制系统陈旧且部分维修图纸丢失,不宜维护。立项采用plc来改造原电气控制系统。
2 系统设计
该抽料系统是利用大气压力将固体塑料颗粒吸入真空罐,再回吹到下方的罐体中以实现原料的运送。本系统由同一个气泵完成三个料罐的原料输送,三个料罐各有自己的功能,个料罐是储料罐,用于存储原料,第二个料罐是干燥罐,用于接原料干燥系统去除原料中的水份以满足生产工艺要求,第三个料罐是放在挤塑机上,直接输送到挤出机膛中加热,进入下一道工序,如图1所示。
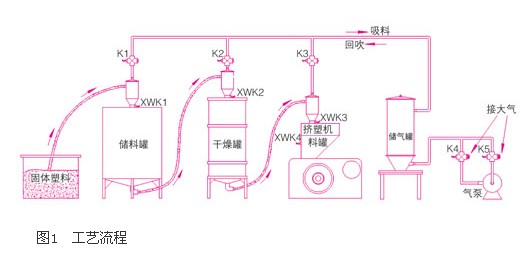
原设备气泵逐一吸吹三个料罐,完成原料在三个料罐之间的运送,控制系统通过吸料的时间来控制每次运送原料的量,由人工监测料位的高低。原控制系统效率低下,设备一直处于运转状态才能满足原料输送的生产速度,不但气泵的工作时间增加,不利于减少电能的使用以节约能源。
3 自动化硬件与工艺自动化
3.1 plc硬件变量定义
原控制系统由西门子的s7-200替代,硬件变量定义参见附表所示。
PLC大口径钢管称重与测长装置
3.2 信号调理
小车行走的距离通过旋转编码器反馈回来的脉冲接入plc的高数计数端子,通过计数值可以知道小车行走的长度,计算精度可达0.01mm。由于项目所用的高数计数器是ab正交输入方式,只需将a+、b+及公共端接入plc即可,而伺服控制器脉冲输出为a+a- b+ b- z+ z-,在调试中发现,plc的高数计数值不稳定,误差很大,感觉有干扰存在,经分析认为是a- b-是干扰源,我们采用以上电路(如图1所示),用比较器将a+a-进行比较后经三极管开关接入plc,问题得了解决,则即提升了电压又抑制了干扰,取得了良好的效果:
3.3 编码设计
伺服电机后端的旋转编码器的分辩率为13比特,即2048脉冲/转,而电机转速为3000r/min,plc大捕捉频率为20khz,为达到匹配,将驱动器的参数pn201分频比设定为400,即达到400脉冲/转,为提高精度在plc中采用4倍分辨率,即为1600脉冲/转,由此根据电机驱动齿轮、齿条转一圈所走的距离计算出每个脉冲所走的距离,得出位移值。伺服系统采用多段速控制方式,p-son、n-cn、p-cl三端组合且设置以下参数:
pn000.1 设为3 设为多段速控制方式
pn201 设为400 设置倍频
pn50c 设为8fea 41端子速度1;45端子速度2;46端子速度3
pn50a 设为2801 cn140端子输入on;p-con无效;cn142端子禁止正转
p n 50b 设为8843 cn143端子禁止反转;cn144端子警报解除;p-cl\p-nl为无效;
pn50e 设为0000 对应端子无效
pn 50f 设为0001 25、26端子为扭矩限制检测
3.4 plc通讯编程
plc与上位机通讯方式设为自由口方式,初始化程序设置sm30为05意义为:每个字符为8位,无校验,波特率为19200,自由口方式。通讯协议规定为:
所有的发送数据格式为:
00h,总字节数,(数据),校验码,ffh
其中总字节数是包括00h到ffh在内的总数,占一个字节,校验码是包括00h和总字节数在内的校验码之前的所有数据的异或值,占一个字节。以下只对数据位格式进行说明。
数据位所占字节数不确定,格式如下:
a,(发送数)
其中a是对数据的说明,如果是命令,则a=07h,如果是数据,则a=15h,a占一个字节。
当a=07h时,发送数占一个字节,发送数的数据说明如下:
01h——与电脑连机
设备启动后,在工作过程中,每次测量前向电脑发送一次此命令,电脑发回的回复信息与plc发出的数据相同,即:
00h,06h,07h,01h,00h,ffh
plc发送此命令后,如果在2秒内不能收到回复信息,再发送一次,如果2秒内还不能收到回复信息,则plc自动转为自存储方式,把本次测量的长度顺序记录在plc内存中,并不再发送称重命令。如果在5秒内收到回复信息,plc把内存中的记录发送给电脑,再正常工作,(即plc不再自存储,直接把长度数据发送到电脑,并在每次工作都发送称重命令);
02h——称重命令
电脑发回的回复信息与plc发出的数据相同,如果发出此命令后2秒内收不到回复信息,再 发送一次,如果2秒内还不能收到回复信息,则放弃。
03h——通知来料
无回复信息
当a=15h时,发送数占字节数未定,发送数的数据说明如下:
b,(bd1,bd2,bd3,…)
其中bd1,bd2,bd3,…为bcd码,即每个字节都为0~9的数字,高位在前。