





西门子CPU模块6ES7513-1FL02-0AB0技术参数
S7-200PLC可以通过智能扩展模块CP243-1连接至工业以太网中。CP243-1不是即插即用的模块,需要我们先对其进行组态。由于其支持的是西门子的S7协议,与很多第三方支持以太网功能的设备进行通信时会受到限制。
通过本文您可以获得以下信息:
使用CP243-1对S7-200编程调试时是否可只用一根网线,而省去S7-200的编程电缆?
如何对CP243-1进行基本的组态设置?
如何获得CP243-1的详细技术参数和怎样实现IT功能?
利用CP243-1可以和哪些设备通信?
CP243-1使用中的常见问题?
(一) 当您使用CP243-1模块时,您一定要注意此模块不是即插即用的模块,您需要对此模块进行组态才能使用。
简单的说,使用CP243-1的步骤如下:
(1)正确连接CP243-1与S7-200CPU,并为CP243-1连接24V电源
(2)在S7-200的编程软件中运行以太网向导或因特网向导对模块进行基本参数和功能的配置
(3)在程序中正确的调用相关的子程序
(4)将编写完成的程序使用S7-200的编程电缆下载至PLC
(5)如果激活因特网功能,还需要使用网线将S7-200的程序下载至CP243-1。如果没有激活因特网功能,则此步可略。
至此,您的CP243-1才能正常工作。
通过以上过程,我们不难发现,当初次使用CP243-1时,您必须准备S7-200的编程电缆,不能只准备一根网线就去调试。当然,如果曾经正确的进行过以上配置,那您就可以使用网线与CP243-1通信。
(二) 当您基本了解CP243-1的使用方法,感觉以上的使用描述有点过于简单和概括,对如何配置CP243-1很感兴趣。那您可查看以下文档《CP243-1 快速入门 (含视频)》。这个文档中详细介绍了组态CP243-1的具体步骤,并且还有视频介绍。
(三)当您已经使用过CP243-1,经过一些项目和实验后您发觉CP243-1的功能很强大。您想了解关于CP243-1的具体参数和IT功能的实现方法。此时,您可以参看以下两个文档:
(a)《SIMATIC NET 工业以太网通信模板CP243-1》
(b)《SIMATIC NET 工业以太网通信模板CP243-1 IT》
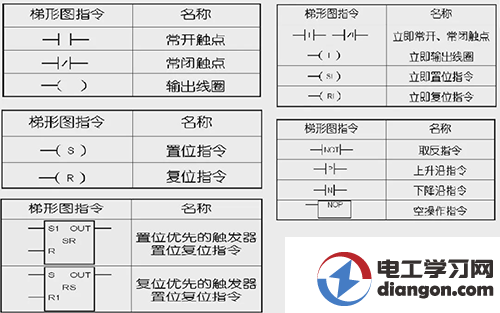
位逻辑指令是plc编程中基本、使用频繁的指令,按不同的功能和用途具有不同的形式,可以分为下述几大类:标准位逻辑指令、置位/复位指令、立即位逻辑指令、其他位逻辑指令。 位逻辑指令分类 标准位逻辑指令包括常开触点、常闭触点和输出线圈指令;置位/复位指令包括置位指令、复位指令、置位优先RS触发器指令和复位优先RS触发器指令;立即位逻辑指令包括立即常开或立即常闭触点指令、立即输出线圈指令、立即置位指令、立即复位指令,指令中都带有I标识;其它位逻辑指令包括取反指令、上升沿指令、下降沿指令和空操作指令。
下面昌晖仪表以起保停控制程序为例来讲解一下位逻辑指令的使用。要求编写起保停控制程序,即按下瞬动按钮I0.0启动电动机Q0.0,按下瞬动按钮I0.1停止电动机Q0.0。昌晖仪表双击桌面上的STEP7-Micro/WIN SMART编程软件图标,启动编程软件,从指令树的位逻辑指令选项中选择一个常开触点,拖放到程序编辑器的程序段1中,输入地址I0.0作为启动触点,拖动一个常闭触点与其串联,输入地址I0.1作为停止触点,拖放一个输出线圈,输入地址Q0.0作为起保停电路的输出线圈。  拖放触点和线圈 在常开触点I0.0的下方拖放一个Q0.0的常开触点,单击工具栏中的插入向上垂直线按钮与其并联,作为自锁触点,这样一个简单的起保停控制程序的编写就完成了。编译、下载程序到S7-200 SMART。单击菜单中的下载按钮,在打开的通信对话框中选择要访问的CPU,单击确定进行下载,下载完成后关闭对话框。  下载程序 |
随着工业自动化的推进,工控行业的核心plc使用越来越多,大家也要与时俱进学习PLC,给大家讲一下学习PLC需要注意的点,希望大家在学习的过程中少走弯路。 学习PLC其实对基础没有太多要求,因为PLC本身被设计出来的定义就是方便大家使用的,比如模块化的结构,封装好的梯形图程序,学会这些东西比从计算机语言开始学并开发板子容易很多,我们也要抱着认真的态度去学习,毕竟学会和学好还是有很大差距的。
我们要了解三菱FX系列PLC,能够操作三菱编程软件,了解PLC工作原理和各种存储器类型,掌握编程基础知识,会使用基本指令,掌握定时器和计数器的使用,能够独立编写开关量控制程序。 如果想要再的话,就要学习数字电路基础、数制与码制、进制转换、基本逻辑电路、逻辑位运算;是学习PLC型号识别、PLC的硬件结构、PLC的安装、硬件接线(电源接线、输入接线、输出接线)等一些基础知识。 学习完PLC的硬件接线之后,你应该巩固前面所学内容,并拿PLC进行实际的硬件接线实操,包括无源信号和有源信号的输入接线,比如开关、按钮、限位开关、接近开关、光电开关等应该怎么进行接线,还有控制输出接线,比如指示灯、蜂鸣器、电磁阀、继电器等又应该如何接线。 尝试从基础接线做起,把基础打牢 在这之后,你可以学习名词术语(脉冲信号、时序图、堆栈、嵌套)、位和字、数位知识、寻址方式(直接寻址、立即寻址、变址寻址);学习PLC的编程元件,即软元件(X、Y、M、S、T、C、D、V、Z)等元件、梯形图的组成特点、编程规则等。 因为编程是需要用到编程软件进行程序的编写的,那么你还要学习编程软件的安装使用,包括GX Developer和GX WORKS2,以及仿真软件的使用、PLC与编程软件的通信连接、程序的上传下载、还有其他一些软件功能,这都是要学习的。 大家可以通过简单的指示灯控制、单按钮控制程序等开始学起,再逐渐编写有一定难度的案例程序。上手的话建议大家理论与实践相结合,自己接线,自己编程,把一整套流程走一走,才算是完整的学习。 后举一些比较适合大家学习的PLC案例,信号灯/彩灯控制、电动机顺序控制、小车运行控制、传送带控制、自动加工机床换刀、红绿灯控制系统、汽车自动清洗机、停车场车辆计数控制、搅拌器自动定时搅拌控制、仓库自动门控制、电梯控制等(需要源程序学习的话可以私信我),希望大家可以在成长的路上不断进步 |
