





西门子6ES7212-1AF40-0XB0详细说明
为保证铁路交通系统的快速高效的运行,目前铁路交通系统对信号的电源系统的可靠性要求越来越高,铁路交通系统中信号的电源系统监控的实时监控变得更加重要,本项目为此提供的PLC解决方案使得客户的要求得到了满足。
1 引言
电源监控是铁路信号的重要的监控系统。在此之前信号的电源监控系统基本上是采用单片机作为信号采集系统的核心。单片机监控系统一方面存在采集速度慢、界面不友好、操作不方便等技术局限,另一方面由于其中的电源模块部分的监控相对独立,对电源系统带来了诸多不便,比如维护困难、界面显示繁琐等。基于以上原因本项目配套开发了基于台达PLC作为信号采集核心、台达HMI触摸屏作为操作和监视界面的电源监控系统。监控子系统与电源模块通过工业总线网络互连实现整合的经济实用、技术**的铁路信号的电源监控系统。
2 硬软件系统设计
2.1硬件体系设计
图1 硬件体系设计
铁路信号电源监控硬件体系设计参见图1。系统规模:44个数字量输入;1个数字量输出;6个电源模块;39路模拟量输入。
控制系统配置如下:触摸屏:DOPA75CSTD;PLC:DVP16EH00T+1个DVP04AD-H+3个DVP16HM11N;电源模块通讯卡1块;分时采集电路卡1块。
触摸屏主要是用来显示采集数据、报警、报警上下限设定、采集数据显示微调、报警数据显示、历史趋势图显示等。PLC主要是采集数据并计算,由于考虑系统对模拟量采集的速度要求不是很高,为了节省成本,系统中使用了1 个DVP04AD-H对39路模拟量进行了分时采集,为了实现这个功能我们与厂家共同实验开发了一个电子开关电路,对39路模拟量分了十组、每组4路,通过输出不同的组别进行采集。电源通讯卡主要负责把6块电源模块的数据汇总并且通过RS484接口以MODBUS协议与PLC通讯,使PLC采集得到6块电源模块的数据,为实现这个功能我们公司的电源研发部门做了大量的工作,终使PLC与电源模块的通讯卡实现了通讯,电源模块的信息得到了采集。
2.2软件体系设计
(1)系统功能设计:44个数字量采集显示,故障判断;6个电源模块的数据采集显示、显示电源模块的工作状态并判断报警;39路模拟量显示、并判断上下限报警;显示报警画面、报警信息、当前报警、报警频次;报警上下限设定;数据微调功能,并且显示微调值;
历史趋势图显示;不同画面开启权限设定;
以上有必要说明的是数据微调功能,由于现场的一次测量元件测量会有误差,此误差是固定的,短时间内是不变的,在程序当中增加这部分功能,使终显示出来的数值是消除误差之后的值;
(2)系统结构设计分为HMI人机对话界面部分和PLC现场监控部分。HMI部分主要构架参见图2。
图2 HMI人机对话界面
PLC监控部分主要包括:电源模块通讯;分时采集40路模拟量,每次采集4路;对采集的模拟量根据量程进行计算得出显示值,显示电源模块的工作状态并判断报警;微调值计算,显示值微调,并做负值消除;故障和报警;数字量采集显示,故障判断;
3 工程调试
调试分时采集功能时需要注意分时采集的时间,过大会影响整体数据采集的时间,过小会造成采集数据混乱,需要在两次采集数据之间加一段间隔时间,避免两组数据的重叠。对采集的模拟量根据量程进行计算得出显示值。微调值计算,显示值微调,并做负值消除;注意微调时可能会出现负值情况,要考虑负值的消除。电源模块通讯注意电源通讯时的通讯协议一定要在通讯卡中设置好,包括站号设定,注意地址对应。故障和报警;因为报警点共有79个,很繁琐,需要思路清晰。
4结束语
基于中达电通公司提供的解决方案的典型案例整合了两种不同种类的产品,体现出单一技术平台在集成工程中的一体化特点
1引言
金属丝材是基本常用的金属深加工制品。生产金属丝材的金属拉拔机械简称拉丝机。随着国家对不可再生资源的日益关注,提倡节约,在整个电线电缆行业,越来越多的厂家开始尝试开发新型的生产设备,如铜包铝设备,由此延伸出来的三联拉等高端设备的潜在市场显得非常巨大,张家港维达机械正是看到了这样的商机,投入人力、物力开始研发新型的三联拉设备。在竞争激烈的拉丝机市场,单片机开发的专用控制器以及拉丝机专用变频器系统结构简单造价低廉,对于工艺条件要求严格的高端拉丝机,由触摸屏、PLC与变频器系统集成的方案具有更加的自动控制技术优势。
2拉丝机工艺描述
拉丝机种类繁多,按照拉丝的线径大小可以分为:微拉机(线径单位:丝)、小拉机(线径单位:0.Xmm)、中拉机(线径单位:mm)、大拉机(线径单位:1X mm)从拉丝机内部控制方式和机械结构来说,又可以分为水箱式、滑轮式、直进式等主要的几种。对于不同要求,不同精度规则的产品,不同的金属物料,可选择不同规格的拉丝机械。而于钢丝生产企业和高端丝材,针对材料特性,其精度要求和拉拔稳定度高,使用直进式拉丝机较多。拉丝工艺不同,但其工作过程基本上可以划分成放线、拉丝、收线等3部份工艺过程。
金属丝的放线,对于整个拉丝机环节来说,其控制没有过高的精度要求,大部分拉丝机械,放线的操作是通过变频器驱动放线架实现的,但也有部分双变频控制的拉丝机械,甚至直接通过拉丝环节的丝线张力牵伸送进拉丝机,实现自由放线。拉丝环节是拉丝机为重要的工作环节。不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同,本文将详细分析设计直进式拉丝机自动控制系统。收线环节的工作速度决定了整个拉丝机械的生产效率,也是整个系统难控制的部分。在收线部分,常用的控制技术有同步控制与张力控制实现金属制品的收卷。
3系统设计
3.1 直进式三联拉丝机系统方案设计
直进式三联拉丝机自动化系统框图参见图1。
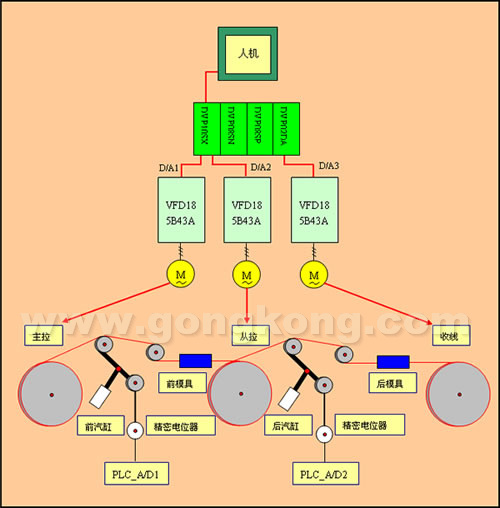
图1直进式三联拉丝机自动化系统框图
三联拉属于大型拉丝机,拉出丝的线径较粗(大线径14mm),需要电机在低频启动时要能提供足够大的输出转矩。这样对于变频器的低频特性有较高的要求。在做方案时选择了使用B系列的变频器,矢量控制能较普通变频器在低频控制时,让电机的输出转矩有明显的提高。
三联拉不同于传统的拉丝机,一般的拉丝机分为双变频和单变频控制两种。在控制上只要PID参数在调试的过程当中能够合理设置,让收线的速度通过积分的作用跟随拉丝的速度,将积分增益设置的大一些,而积分周期要长一些,这样控制效果会比较理想。而三联拉分为两级拉伸,从拉的速度跟随主拉的速度,收线的速度要快速跟随从拉的速度。当主拉速度变化时,从拉及收线的速度要跟随主拉的速度同升同降,并且由于主拉加减速打破了之前的平衡状态,要求从拉及收线的要快速响应,达到新的平衡状态。尤其是收线要更加要快速响应。由于控制对象相互之间在速度上相互影响,在应用普通拉丝机的控制方法,使用简单的PID调整就很难使得从拉和收线达到平衡。积分作用的滞后,平衡杆可调节的范围又比较小,如果不能快速响应,会出现摆杆回到平衡位置的时间较长,在回到平衡位置后,由于积分的累计使得前后速度已经有较大的差异,又造成超过平衡位置,此时后一级又需要经过一段时间的积分作用才能将速度校正过来,但由于积分作用的滞后使得还未将平衡杆校正过来,可能丝就已经被拉断了。需要一种新的控制算法,要能够快速响应主速的变化,不能够超调,造成系统的震荡。具体的控制算法在下文进行详细的介绍及说明。
3.2 控制系统结构与算法设计
(1)系统控制结构。系统控制结构如图2所示。
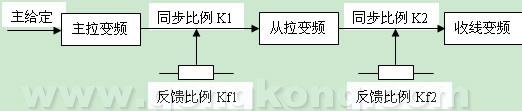
图2 系统控制结构
(2)控制算法设计。根据实际控制对象的特性,要求快速响应,调节范围有限。考虑用比例的关系进行调整,因为大拉机械设计上与微拉、小拉、中拉有很大的不同。前者收线都存在卷径的变化,由卷径的变化而影响速度。而大拉的收线部分不同于前者,可以忽略卷径的变化。算法如下公式所示:
V从拉=K1*V主拉+Kf1*ΔE1 (1)
V收线=K2*V从拉+Kf2*ΔE2 (2)
其中K1为主拉与从拉之间的同步比例系数,K2为从拉与收线之间的同步比例系数。
Kf1, Kf2分别为反馈比例系数,ΔE1,ΔE2为偏离平衡位置的偏差,偏差有正负之分。
由于原料丝经过不同孔径的模具后,被拉成细线径的丝。伸长率很大,如果对伸长部分不进行处理,在低速和高速的时候,从拉及收线是来不及响应的。如何确定K1与K2的大小,可以通过原料丝与被拉后丝的体积不变的原则来计算。在人机界面上由操作者在图3画面进行设定。
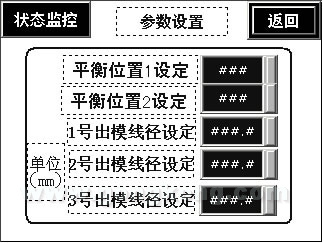
图3 同步比例系数设定画面
(3)同步比例系数的确定方法。因为体积V=πr2L(r为丝的半径,L为丝的长度),从原料丝到经过模具后丝的线径发生了变化。假设进模具前的线径为r1,长度为L1;经过模具后丝的线径为r2,长度为L2,则根据体积不变的原则可以得出:
V1=πr12L1 (3)
V2=πr22L2 (4)
V1=V2 (5)
r12L1= r22L2,即原料丝经过模具后被拉长了,伸长的系数K= L2/ L1= r12/ r22
经过这样的推导,就可以得出在前面控制算法中(1),(2)两式中同步比例系数K1、K2.
反馈比例系数Kf1、Kf2的确定是依据具体的调试效果来确定。
3.3 台达机电产品应用设计
(1)硬件构成。硬件构成参见表1。
表1 硬件选型
(2)PLC—变频器电气设计。在配置上选用比较有特色的DVP10SX00R的主机,该主机上自带2路模拟量输入和2路模拟量输出,解析度12位。选用DVP02DA-S的模块,一路作为两个平衡杆电位器的电源,一路作为收线变频器的速度给定。而主机上自带的2路DA,分别作为主拉变频、从拉变频的速度给定。2路AD则分别作为2路电位器的反馈输入,参见图4。这样不仅仅能够为客户节省大幅的成本,安装尺寸也非常小,节省了安装空间。
PLC:DVP10SX00R 变频器:DVP02DA-S
图4 PLC电控设计
4系统调试
在整个调试过程中,不仅要合理的调整反馈比例系数。也要注意主拉、从拉在正常运行过程中出力的不同。可以想象由于原料丝的线径粗,即道拉伸主拉电机要出更多的力,即主拉在低速启动时需要较高的转距,如果仅仅单纯的去调试PLC程序,改变反馈比例系数,在拉不同线径的丝时,控制的效果一定是会发生变化的。我们不可能要求操作人员去动态的调整反馈比例系数。其实只要将主拉的V/F曲线调整的合理,提高低速转距或者根据实际情况还可以将主拉变频的控制方式改成矢量控制,来弥补低速运行时出力不足的情况。
如果主拉的控制方式采用矢量控制,在负载较重的时候,会发现平衡杆频繁震荡。
如果观察运行电流,会发现电机运行电流忽大忽小,之会出现这种情况的原因是由于采用矢量控制时,变频的输出电流会进行补偿,以提高电机的输出转矩。而电流改变的太频繁,会造成上述的现象,如何解决?可以增大转矩补偿低通滤波时间,增大该值可以非常有效的克服振动的现象。这一点是非常关键的。
整个系统在运行中可以分启动、加速、减速、停车过程。启动要求主拉具有较高的启动转矩,在拉大线径时也要能有足够的力量。在加速的过程中需要从拉的加速时间要小于主拉的加速时间,目的是为了快速跟随主拉速度的变化,也能及时的对平衡杆的变化响应出来。收线在加速的过程中,加速时间要比从拉更小,因为收线要更加快速的对主拉或从拉速度的变化进行快速响应。在减速和停车的过程中,也要合理的对主拉、从拉、收线的减速时间进行设定。以保证在停车时平衡杆能够停在平衡位置附近