





西门子6ES7214-1AF40-0XB0详细说明
一般情况下,通过ClO2与水的反应达到净水的目的,但如果ClO2过多则会形成二次污染,中达电通的净水方案采用台达PLC进行系统自动控制,代替以前用单片机系统,增加了可靠性,功能性,达到了很好的效果。
引言:
工业对发展中国家的经济的发展起到了不可磨灭的作用,特别是中国的,工业的发展带动了相关产业的高速发展,成为国民经济重要的支柱之一。经过工业迅猛发展的国家都明白,工业的发展也意味着自然环境的破坏,特别是对水源的严重污染,对水源的保护,污水的治理,水的净化就显得十分的重要。随着人们生活质量的不断**,特别是医院、化工实验室等单位,对水的品质也提出了更高的要求,根据现状的需要,对更好的净化水的设备也提出了相应的需求。而此促进了净化设备公司的飞快成长,也对控制部分要求更稳定,更可靠!像目前一些净化水设备厂商加大资金与技术的投入,用PLC代替以前的单片机控制系统。
设备控制背景:
系统构成:电源模组+以8051单片机为主,加扩展A/D及I/O芯片搭建的PCB控制板;
系统分析:系统采用单片机实现自动控制系统,由于电路的整体设计不能够很合理,尖峰等保护措施不好,很容量出现电路故障。这也增加了服务,也隐形的增加了产品的成本,影响公司市场的发展,用户很想用更可靠的系统来代替原有的系统,以减少服务量,减少综合成本。
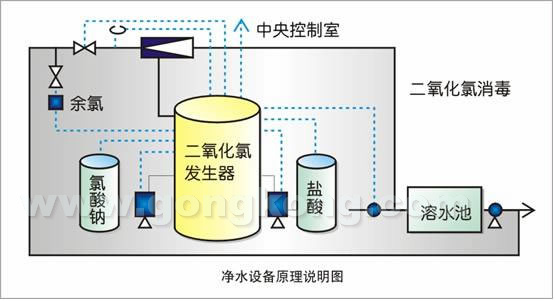
原理说明:
化学反应在专门的反应箱里,通过PLC控制两路加热信号并及时的采集PT100温度信号,使反应箱始终保持在设定的温度,再通过PLC发出脉冲对计量泵进行控制加入ClO2药剂量,使适当浓度的ClO2与水的发生化学反应,达到消毒的目的。
控制要求:
1. 温度控制:系统反应需要在指定的温度下进行,需要保持反应箱水的温度恒定。
具体方法是设定一温度D414,设定回差D410,超温设定D535。当采集温度D310小于D414时,开始加热,当温度达到D414+D410时停止加热,温度降到D414时加热,使温度在设定回差内徘徊,达到恒温的目的。如果温度超过超温设定D535则停止加热并报警。
2. ClO2投加量控制:系统控制需要严格控制加入反应器里的ClO2的浓度,能够使水充分的消毒,又不会太多形成二次污染,对氯气的控制精度要求极高。
具体方法是ClO2的投加量根据待消毒水**和单位投加量计算,尔后,感测器将水中的余氯量反馈到控制器(PLC),将余氯量与设定值(目标值)进行比较并根据二者的差值确定单位投加量的纠正的速度和幅度,计算出新的单位投加量,从而将投加量控制在合理的范围内,
水**×ClO2单位投加量→计量泵的输出频率
余氯高于设定值(即目标值)后,减小单位投加量,减小量由差值大小控制。
余氯低于设定值(即目标值)后,增大单位投加量,增大量由差值大小控制。
检测到的**信号,经延时后参与运算,延时长短在0-150分钟内可设,经运算后得到控制泵的频率(即控制投加ClO2的量)
输出控制计量泵的频率计算公式:

3. 报警控制:
压力水欠压、负压系统超压、缺原料--------报警,停计量泵
缺水、超温、高温-----报警,停止加热
器件选型:
1.控制器:
采用台达DVP14SS11T2+DVP04PT-S+ DVP06XA-S。主机DVP14SS11T2负责反应箱两路加热信号;并控制计量泵的频率达到控制加入反应箱的ClO2的药量。DVP04PT-S采集反应箱的2路温度信号;
2.显示部分:
采用台达DOPA-A57GSTD及TP04终端显示器。根据终用户的不同选择采用不同的显示幕。
3.米顿罗(MILTON ROY)LMI电磁驱动隔膜计量泵:(型号P766-y/**0.08-7.6L/H/压力3.5bar)
供给反应器ClO2,计量泵受PLC脉冲的控制,PLC每发一个脉冲,计量泵动作一次,输出一个冲程的ClO2,大100次/分钟;计量泵的冲程可以手动调整,即计量泵每动作一次能够输出的液体的量,可设定0-范围。
4.氯酸纳、盐酸采用电磁阀开关进行供给。
5.反应箱的温度采集采用标准Pt100,用台达DVP04PT-S
直接采集并转换,十分方便。
6.ClO2浓度采集采用德国普罗名特流体控制(中国)有限公司的CDE 2-mA-2ppm型专用ClO2感测器,可以直接输出4-20mA到DVP06XA-S模块进行采集。
市场分析:
随着人民日常生活的**,对生产产品时的用水就特别关注,如果水源不洁,又怎幺能够生产出让人放心的产品乃至食品呢?没有好的水,对于化学实验又怎幺能够分析准确呢?没有好的清洁水,医院怎幺能够对病人有足够的保证呢?在很多行业里,都是需要有较好的水来保障下一步骤的顺利进行,净化设备将会日益俱增。从国内一些净化厂商来看,目前都有加注资金投入情况,销售情况整体较好,厂商也忙得不亦乐乎,水处理行业是一个自动化厂商配套的很有前景的一个行业。
小结:
净化水设备厂商的崛起,对于台达PLC来说无疑是一个很好的机会。根据目前接触的几家厂商来看,技术人员对自动化电气实现功能理解还不深刻,需要进行交流培养,也更需要有耐心去推广我们的PLC。在此种小型设备上,台达PLC具有先天优势,体积小,功能强,轻松实现其要求的功能。净化水设备是一个设备配套较有潜力的行业,应该把台达的PLC技术应用到更多的净化水设备当中,**净水设备自动化控制水平,**控制精度。

 枕式包装机是食品、医药等包装行业中应用比较广泛的一种包装机械,我们在日常的生活中使用到大量的日常用品和食品的包装大多是枕式包装机封装而成。随着我国经济的快速发展和人民生活水平的**,给包装机行业带来了良好的发展机遇,应用范围也越来越宽广,对包装机的品质和生产效率也提出了更高的要求。
枕式包装机是食品、医药等包装行业中应用比较广泛的一种包装机械,我们在日常的生活中使用到大量的日常用品和食品的包装大多是枕式包装机封装而成。随着我国经济的快速发展和人民生活水平的**,给包装机行业带来了良好的发展机遇,应用范围也越来越宽广,对包装机的品质和生产效率也提出了更高的要求。传统的枕式包装机主要采用差速齿轮箱的结构,优点是运行稳定;缺点是噪音较大,机械容易损坏,封装精度的调整很麻烦。随着微电子技术、计算机技术、传感器技术的发展,PLC技术日益成熟,应用也更加广泛。该包装机主机系统采用PLC作为控制系统核心,可以使得包装速度高,定位准确,系统更加可靠、稳定,符合、满足现在包装的发展要求。

包装机整体外观
1. 系统概述
1.1 系统组成
枕式包装机主要完成成型、定位、包装和封口等功能。主要包括以下几个系统部分:
(1)封切系统
枕式包装机的封切系统由横封刀(上、下)和纵封(左右两个)组成,其作用就是对包装物进行横向和纵向的封装。
(2)加热系统
系统需要对横封刀和纵封刀进行加热,并进行温度控制,采用台达温度表采集并控制封切刀的温度。
(3)变频调速系统
变频器驱动横切刀达到封切的目的,其速度决定该包装机的包装速度。
(4)纵封送料系统
纵封送料系统由伺服驱动送料辊,与横切送料系统配合,根据包装膜的袋长等技术指标达到准确送膜并能达到封切准确(横切到包装膜的色标位置)的要求。
(5)电气控制系统
电源采用单相220V/50Hz供电,主机的电气系统主要由PLC、变频器、伺服系统、人机界面等组成。并在横封刀轴上安装一个接近开关,位置为横切点;在送膜轴上装一光电开关,在包装膜上黑色光标通过时起作用;在纵封送料系统的主轴安装一个360线编码器,对袋长进行计长(通过PLC高速计数实现)。
1.2 电气控制原理
系统通过人机界面上对应划面设置袋长(包装膜两个光标之间的距离),袋长设定也可以通过启动系统袋长自动量测来实现。按下袋长自动量测按钮时,伺服系统以固定的速度启动,驱动纵封系统送料。当光电开关检测到包装膜的个光标的时候开始计长,当运行到下一个光标到来时停止计长,并把计算出来的长度显示到人机界面上。按下存储按钮时,就把该长度送进PLC,作为当前封切时包装膜的长度,如图1所示。
系统采用PLC通讯方式采集变频器的命令频率F和输出频率H,通过求这两个频率的平均值(依此来避免采集单一输出频率时的延时),作为变频器的当前频率。通过计算得到电机的当前运行速度V,根据机械结构的传动比可以计算出当前横切刀的旋转速度R(转/分),作为送膜快慢的依据。

图1 人机界面设置
1. 控制系统设计
2.1 控制框图
系统的控制部分采用了台达PLC,并整合台达人机界面、伺服、变频器等来实现包装机的送料和准确封装,系统控制部分如框图2所示。
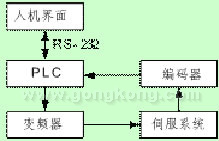
图2 系统控制框图
其中,PLC是整个系统的核心,进行信号、资料处理,它的性能决定了整个系统的品质。系统选用了台达DVP-20EH,此机型具有三路AB相高速计数(其中两路单相频宽为200K)及两路高速脉冲输出(频宽为200K),具有强大的浮点数运算功能以及丰富的周边指令集[1]。
人机界面用于参数的输入和控制命令的发出。系统选用了DOP-A57GSTD,其拥有16灰阶显示、高速的硬体结构, 可以实现在线/离线仿真,呈现给用户一个真正好用的、可规划的输入界面[2]。
编码器用于提供位置的反馈信号,和变频器(选用台达AFD-015S23)、伺服系统(选用台达750W伺服控制器)、PLC构成一个闭环控制系统[3]。
2.2 功能实现
(1)自动横切位置对准
通过点动(分别对横切刀和纵封送料点动)把横切刀正好切在包装膜的光标位置,按下教学模式开始按钮,伺服系统以固定的速度启动,驱动纵封系统送料。PLC开始计长,当运行到光标位置的时候,伺服送膜停止,并把当前计长数据送到人机界面当前页上。当按下相对位置存储时,PLC以当前的相对位置进行包装,如图3所示。
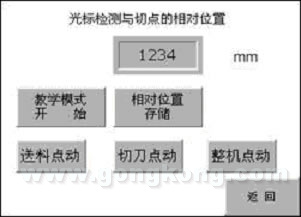
图3 自动横切人机界面设置
(2)手动横切位置对准
手动操作时,可以直接在人机界面上输入相对位置;在运行的时候可以通过运行画面中的左移和右移数值输入按钮直接调整切刀位置。如图4所示。
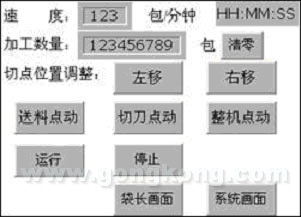
图4 手动横切人机界面设置
(3)封切跟踪功能
设备在运行时,横切刀每运行一周,切点接近开关就通过PLC外部中断一次,采集当前编码器计数值,并与PIC中存储的相对位置进行比较,根据差值的大小和正负,来计算出PLC所发出命令脉冲的频率。
(4)其它功能
通过面板或者人机界面可以实现启动、停止、送料点动、切刀点动、整机点动等功能,在运行的时候,可以检测当前运转速度、记录加工数量,并可实现清零。
1. PLC I/O 点分配
1. 结束语
该系统可以满足用户在多种情况下的运行需求,解决了传统机械设备的一些缺点,运行稳定,封切准确,操作简单。再加上台达在工控领域的整合方案((采用了台达DVP-EH PLC、台达VFD-M变频器、台达伺服系统、编码器及台达DOP-A人机界面),使该系统又具备了很好的性价比,具有较好的市场推广价值