





6ES7211-1HE40-0XB0西门子CPU1211C
步进电机是一种将脉冲信号变换成角位移的数字电磁执行装置。步进电机的角位移与输入脉冲个数成正比,其转速与脉冲频率成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。由于步进电机的转角、转速和转向均可采用数字量(脉冲)控制,故步进电机广泛应用于数字伺服领域。图1表示了步进电机的典型应用。

图1 步进电机的典型应用
图中,输入信号是由伺服系统中的传感器产生的。指令脉冲控制器决定于具体的伺服控制过程。可采用专用逻辑电路,目前多用单片微型计算机及接口电路组成。环形分配器是将输入的单一脉冲串按工作方式和转向分别依次向连接到步进电机各相绕组的功率放大器分配脉冲,以便形成旋转磁场。环形脉冲分配器多采用专用集成电路如CH250等构成。由此形成的各相的微弱信号经各相的功率放大器放大,产生足够的电磁转矩使电动机旋转。图中各部分的设计、选型、连接往往要求控制系统的设计者花费大量的精力和劳动。接口信号的匹配以及元器件的质量等对整个系统的可靠性影响很大。
一种用PLC直接控制步进电机的方法
本文提出一种用可编程序控制器(PLC)直接控制步进电机的方法,如图2所示。这条技术路线的优点是:大大减少系统设计的工作量,不存在各部分接口信号的匹配问题,提高系统的可靠性。整个控制系统由PLC和步进电机组成。作为一种工业控制计算机PLC的功能越来越强。不仅仅可用于开关逻辑控制,还可用于闭环过程控制,并可与其它计算机组成多级控制系统。有了PLC的强大功能的支持,各种不同控制系统的不同指令脉冲控制器的任务均可用PLC的不同控制程序来完成。对于环形脉冲分配器和功率放大器的功能则对PLC提出两个特性要求。一是在此应用的PLC**是具有实时刷新技术的PLC,使输出信号的频率可以达到数千赫芝或更高。其目的是使环形脉冲分配能有较高的分配速度,充分利用步进电机的速度响应能力,提高整个系统的快速性。二是PLC本身的输出端口应该采用大功率晶体管,以满足步进电机各相绕组数十伏脉冲电压、数安培脉冲电流的驱动要求。应该指出的是采用继电器或可控硅做输出端口的PLC,软件环形脉冲分配能达到高速要求,但由于输出端口器件难以高速导通和关断直流电源,不能向步进电机各相绕组提供驱动脉冲电流,故不能用于步进电机的PLC直接控制。对于满足一、二两个要求的PLC,如美国IPM公司的IP1612DC-220可编程序控制器,可以对步进电机进行直接控制。

图2 步进电机的PLC直接控制
笔者已成功地将这种方法用于ZXJ1000-C型预应力复合制袋自动生产线的切袋误差自动补偿系统中。系统将传感器测得的袋长误差信号由PLC的输入端口送入,如图3所示。根据误差与补偿的算法,由PLC的程序自动算出步进电机应补偿的转向与转角步数,并由环形分配程序通过输出端口Y9、Y10、Y11进行环形脉冲分配,从而控制接到步进电机三相绕组的48V直流电源的依次通、断,形成旋转磁场,使步进电机转动。步进电机的转动再经机械差速器叠加到主传动链中,使袋长误差得以补偿。由于步进电机是电感性负载,直流电阻很小,故接限流电阻以免脉冲电流过大损坏PLC端口,即Y9、Y10、Y11所对应的大功率晶体管。当Y9、Y10、Y11所对应的大功率晶体管按:Y9-Y9Y10-Y10-Y10Y11-Y11-Y11Y9-Y9……依次导通、断开时,步进电机正转。按:Y9-Y9Y11-Y11-Y11Y10-Y10-Y10Y9-Y9……依次导通、断开时,步进电机反转。即步进电机按三相六拍工作。每当步进电机走一步,环形脉冲分配程序的步数减一,当步数减为零时,停止环形脉冲分配,等待下一次测量误差的输入。

图3 具体应用图
采用PLC直接控制步进电机的误差补偿系统功能完善、灵活性大、可靠性高。该生产线已获得国家科技进步奖。特别强调的是采用PLC直接控制步进电机的方法,减少了系统设计的工作量、能大大缩短开发研制周期,在一定范围内,有较高的推广和实用价值。
现以相同的机械条件,比较位置与速度两种控制模式,运行速度的稳定性。
机械传动方式为同步带方式;
伺服电机为r88m-g型伺服电机;
驱动器为r88d-gt型驱动器;
上位机控制器为cp1h-xa型。
一、 位置控制模式
1、 位置控制时的控制接线方式

2、 必要的参数设定:pn02(控制模式选择) 设定为0。
位置控制时主要是通过上位机plc中的sped指令设定伺服电机的运行频率。
3、 位置控制时,用cx-drive软件监视伺服电机的速度曲线。如下图:
二、 速度控制模式
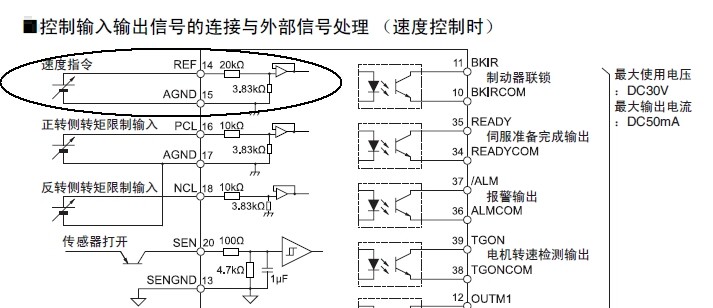
1、 速度控制时的控制接线方式
2、 必要的参数设定:pn02(控制模式选择) 设定为1。
通过外接0—10v dc信号,由电位器输入到plc的a/d中,由plc的d/a输出来控制伺服电机运行。
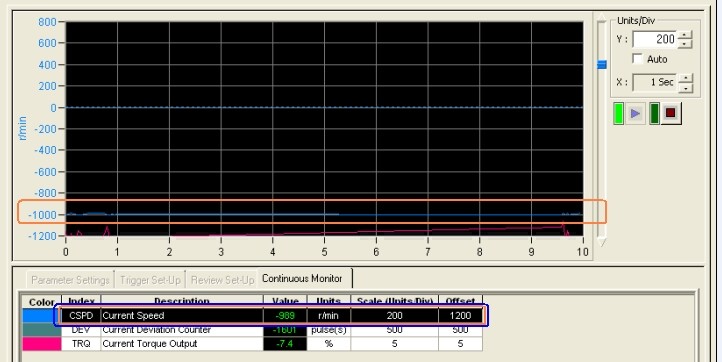
3、 速度控制时,用cx-drive软件监视伺服电机的速度曲线。如下图:

三、
根据上述的速度曲线图中的比较,说明位置控制模式下的速度控制比速度模式下的速度控制要稳定。经长时间的生产运行,位置模式控制的速度一直都很稳定,满足的用户的要求
旋转编码器是一种光电式旋转测量装置,它将被测的角位移直接转换成数字信号(高速脉冲信号),主要应用于机床、、配套、纺织机械、包装机械、印刷机械、起重机械等行业。
旋转编码器按照工作原理编码器可分为增量式和**式两类。
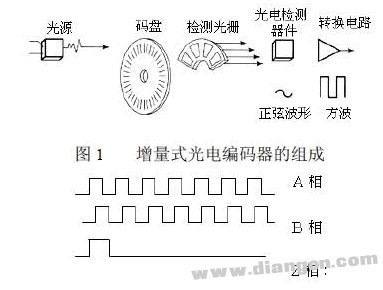
a增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小;
b**式编码器的每一个位置对应一个确定的数字码,它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。
二者区别:
增量型的位置从零位标记开始计算的脉冲数量确定的;
而**型的位置是由输出代码的读数确定的。在一圈里,每个位置的输出代码的读数是唯一的;当断开时,**型编码器并不与实际的位置分离。如果接通,那么位置读数仍是当前的,有效的;不像增量编码器那样,必须去寻找零位标记。
a图(结构原理)
(1)注:光敏元件一般由极管组成。

(2)
b图(与接线)

c图(增量型)

d图(**型)

我们通常用的是增量型编码器,可将旋转编码器的输出脉冲信号直接输入给,利用plc的高速计数器对其脉冲信号进行计数,以获得测量结果。
这里所讲的确定零位指的是增量型。
1、编码器轴转动找零,编码器在安装时,旋转转轴对应零位,一般增量值与单圈**值会用这种方法,而轴套型的编码器也用这种方法。缺点,零点不太好找,精度较低。
2、与上面方法相当,只是编码器外壳旋转找零,这主要是对于一些紧凑型安装的同步法兰(也有叫伺服法兰)外壳所用。
3、通电移动安装机械对零,通电将安装的机械移动到对应的编码器零位对应位置安装。
4、偏置计算,机械和编码器都不需要找零,根据编码器读数与实际位置的偏差计算,获得偏置量,以后编码器读数后减去这个偏置量。例如编码器的读数为100,而实际位置是90,计算下在实际位置0位时,编码器的读数应该是10,而这个“10”就是偏置量,以后编码器读到的数,减去这个偏置量就是位置值。可重复多次,修正偏置量。对于增量值编码器,是读取原始机械零位到第一个z点的读数,作为偏置量。精度较高的编码器,或者量程较大的**值多圈编码器,多用这种方法。
5、智能化外部置零,有些带智能化功能的编码器,可提供外部置位功能,例如通过编码器附带的按键,或外带的软件设置功能置零。
6、需要说明的是,**值编码器的零位再往下就是编码的循环*大值,无论是单圈**值,还是多圈**值,如果置零位,那么再往下(下滑、移动,惯性过冲等),就可能数据一下子跳到*大了,对于高位数的**值多圈,可能数据会溢出原来的设定范围。**值编码器还有一个旋转方向的问题,置零后,如果方向不对,是从0跳到*大,由大变小的。一些进口的编码器带有外部置零功能,但建议还是不要用此功能。(我们碰到很多用进口**值编码器会碰到这样的困惑,不要就迷信进口的)。
7、**的置位方法,预置一个非零位(留下下滑、过冲的余量)并预置旋转方向+偏置计算的方法。一种方法是置“中”,偏置量就是中点值,置位线与电源正相触后,编码器输出的就是中点位置,这样的行程是+/-半全程,在这样的行程范围内,无论旋转方向,确保不会经过零点跳变。
1、按码盘的刻孔方式不同分类:
(1)增量型:就是每转过单位的角度就发出一个脉冲信号(也有发正余弦信号,对其进行细分,斩波出频率更高的脉冲),通常为a相、b相、z相输出,a相、b相为相互延迟1/4周期的脉冲输出,根据延迟关系可以区别正反转,通过取a相、b相的上升和下降沿可以进行2或4倍频;z相为单圈脉冲,即每圈发出一个脉冲。
(2)**值型:就是对应一圈,每个基准的角度发出一个唯一与该角度对应二进制的数值,通过外部记圈器件可以进行多个位置的记录和测量。
编码器-----------plc
a-----------------x0
b-----------------x1
z------------------x2
+24v------------+24v
com------------ -24v-----------com[1]
注:可以是dc-5v或dc-24v。