





6SL3120-1TE28-5AA3参数详细
实时时钟例如为信息加注时间标记,记录机器运行时间或对过程进行时间控制。EEPROM存储器模块(选件)可作为修改与拷贝程序的快速工具(无需编程器),并可进行辅助软件归档工作。电池模块用于长时间数据后备。用户数据(如标志位状态,数据块,定时器,计数器)可通过内部的超级电容存贮大约5天。
西门子模块6ES7221-1BH32-0XB0选型 西门子电机软启动器的常见故障
1、电动机起不来
电动机起不来的原因大致分两种情况:一是六只可控硅的其中一只触发不可靠或是不导通,此时一相电路通过的是半波直流,电动机的两相绕组通过的直流对电动机起到了制动作用,不仅电机起不来,严重的还会烧毁电机和可控硅。二是启动参数或启动曲线不合适造成电机起不来,这是常见故障。前者在使用过程当中会发生,但几率低于接触器的故障率。后者多发生在次投运调试,调试好以后就不会出现。多数的厂家不会出现此现象,启动程序性能好,出厂值设定的适用性强。只有很少厂家的产品需要厂家自己去调试。
可控硅烧毁
可控硅击穿或,此类故障不分品牌,因厂家而易,但都比接触器的故障率低,主要问题出现在饼式可控硅的安装工艺上。
3、控制器烧损
相对于软启动器来讲,控制器烧毁故障是严重的。有的厂家此类故障造成的返修率已超过30%。进口的或合资的厂家此类问题不多见。主要是控制器的电源和触发电路以及输入电路三部分容易烧毁。。
三、PLC和工控机的软件特性
PLC、工控机和现场总线为工业自动化提供了很好的底层控制硬件基础。随着软件技术的迅猛发展,控制软件不再是单调的数字和菜单操作界面,而是图形化的人机交互工具。好的工控软件包括了从底层的数据采集、数据库、控制逻辑运算到高层的人机图形界面(MMI)。这里,我们从工控软件体系结构而不是个别软件功能的角度介绍PLC和工控机的应用软件应该具备的特性。
硬件区别1主要地区别就是S7-300/400更模块化了,S7-200系列是整体式的,CPU模块、I/O模块和电源模块都在一个模块内,称为CPU模块;而S7-300/400系列的,从电源,I/O,CPU都是单独模块的。
二、从SITOP电源的应用角度来说
1、DCS系统,不管是广泛使用的西门子PCS7系统,还是和利时、浙大中控或者上海新华等,都会配有的电源柜,电源柜里面放置母排,从母排上各个端子上引出220V的交流电给每个机柜、操作台,在机柜里面若干套24VDC直流开关电源,给卡件,安全栅,继电器等进行供电。每组电源都是冗余配置,确保供电的稳定和可靠性。
2、PLC系统,对于SITOP电源来说可以分为以下几
PS:对于西门子SITOP为什么会有PLC供电电源,可以从三个维度来
① 外观匹配PLC;
② 电气性能上,的SIMATIC电源匹配PLC工作电压上限28.8V;
③ 优异的电磁兼容性,超低EMC纹波。
2)非西门子PLC:
系统电源:第三方电源/SITOPModular/Smart/Lite
外围电源:SITOP Modualr/Smart/Lite/PM207
3)专机、单片机、工控机:
系统和外围电源:SITOP Modualr/Smart/Lite/PM207
无论是哪种情况,SITOP电源无处不在,只是西门子PLC供电电源的选择是毋庸置疑的。
1、状态定义和图解顺序
状态定义:机械及电气上,都可用“接通”和“分断”描述整个断路器的两种工作状态,及两种(人工或自动)操作的动作名称。相应的,用“通态”和“断态”来描述各机械部件的位置状态。
由于机械部件较多,又互相牵制,本文采用“从少到多、逐步添加”的方法,了解部件结构及作用,及其传力及动作。
2、轴销和弹簧
轴销是可转动部件的转轴,共有5个,其中1、2、4、5号是独立销柱,3号轴销是成型在主梁上的“上孔下柱”。4号轴销不是固定在外壳上,而是固定在“三轴主梁”上,成为三轴中的一轴,详见下节说明。
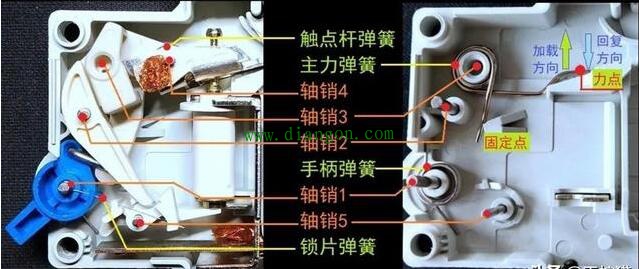
弹簧作用:通过加载时的形变提供保持力,自动动作时提供回复力。断路器一共用到了5个弹簧,上图指出4个,另有一个在电磁铁芯内部。简单介绍如下:
1) “主力弹簧”*粗,弹力也*大,是加载后保持力和复位时回复力的主要来源。
2) “手柄弹簧”绕在轴销1的底轴上,加载后为“手柄”提供逆时针方向动作回复力。
3) “锁片弹簧”其实是一根弹性钢丝,弹力*小,锁定状态时为“锁片”提供定位保持力。
4) “触点杆弹簧”:图上被遮挡,见下节说明。
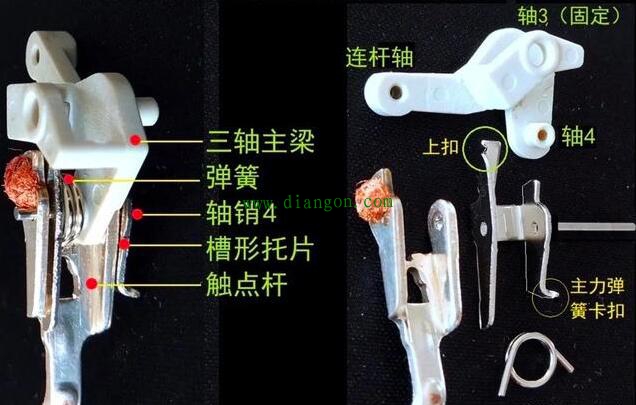
3、触点杆组件
触点杆组件较复杂,包括“三轴主梁“、“触点杆”、“槽形托片”、“弹簧”和“轴销4”,如下图所示。主梁呈转角造型,上面有三个轴:转角处为“轴3”,两头为“轴4”和“连杆轴”。“轴3”是主梁本身的转动轴,采用“上孔下柱”造型,固定在底盘上。 “轴销4“把“触点杆”、“槽形托片”、“弹簧”串接起来装配到主梁上,从而形成一个组件。
组件支持以下3种动作(且支持下列3种的任意组合,是否很巧妙?)
1) 主梁围绕轴3转动,连杆轴、轴4两上点跟着产生弧形位移。
2) 不管轴4是否位移,触点杆组件可绕轴4旋转。
3) 触点杆受弹簧力紧贴槽形托片,受外力克服弹簧力时,二者产生相对转动。
可以拆、装组件慢慢体会,但安装稍难:将部件套好串入轴销后再卡弹簧,一端先卡入触点杆,再用小一字开刀将弹簧另一端顶到主梁那边的槽形托片的卡扣上。
4、安装手柄和组件
现在装入组件、手柄,分别挂上主力弹簧和手柄弹簧,再套入连杆。
如下图左图,受主力弹簧回复力作用,触点杆停靠且依偎在“断态港湾”。手柄受弹簧回复力作用,也处于断态位。
再看右图,当克服阻力推上手柄,轴销4带动触点杆组件上移,但组件左侧卡扣未被卡死,组件可转动,触点仍在原位。松手后手柄掉下,说明此状态无法自锁。图中用轴销卡住了手柄才不掉下来。下一步要解决两个问题:触点不闭合、系统不能自锁。

5、自锁功能分析
加入“双扣梁”后,因“双扣梁”的下端不固定,推上手柄时“上扣”还是无法卡住。采用一螺丝杆顶住双扣梁的下端,合上手柄,系统就能锁定,且触点也能闭合!
先分析触点为何能够闭合:这里利用了杠杆原理,“上扣”为支点,轴销4处为动力点,而触点处为阻力点。动作过程中,支点位置保持不动,动力点向上位移,动触点则向上位移更多,与静触点闭合。到这里,可看出主梁为何采用“上孔下柱”的设计,原来要留出这个中空,让“上扣”施展身手。

自锁原理分析:有2个力矩作用在手柄上,第1个是手柄弹簧回复力矩M1,第2个是连杆推动手柄的力矩M2。如上右图,手柄推上时经历了“复位、居中、临界、顶部”4个位置时,这2个力矩的大小和方向是在变化的。先看方向,“复位、居中”状态时,M1和M2是同向的,作用效果是让手柄复位;到“临界”时,2条力线A和B成直线,但M2=0,受M1作用,手柄还是复位。直到“顶部”状态时,M2终于反向,系统能够锁定在“通态”了。
那么问题来了:推上手柄也能使M2反向,何以不锁定?二者的差别在于触点闭合时,轴销4向上位移更大,即加载弹簧1的回复力更大,这个力通过主梁、连杆传回手柄上,实现了M2>M1,即M2和M1的合成力矩是顺时针方向的。可想是不满足M2>M1的。这些力矩要精心计算,否则导致“锁定无力“或”不易脱扣”。
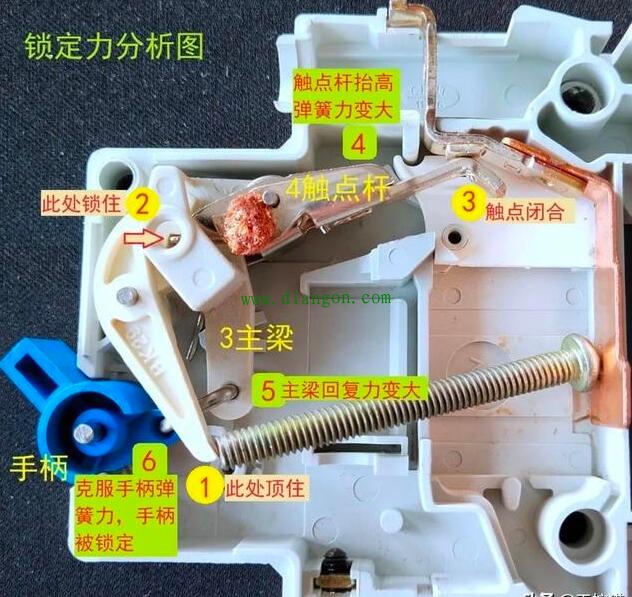
再通过上图来说明一下动作和力量的传递:1“下扣”顶住——2“上扣”锁住——4触点杆抬高——3触点闭合。4触点杆抬高——弹簧回复力增大——5主梁连杆对手柄产生更大推力——6M2大于M1——手柄锁定——系统锁定在通态。
6、触点闭合力
触点会流过大电流,闭合时需要有效接触,需要给动触点提供持续的压力,这个力来自“触点杆组件”中弹簧的回复力。

如上图,我们通过一枚螺母卡住“上扣”,合上手柄,可观察到“触点闭合压力”现象。因螺母将槽形铁片左端卡得更低,其右端可以抬得更高,手柄加载到位后,触点杆片与槽形托片就克服弹簧力,张开了一个角度,此时弹簧回复力就成为触点间的闭合力了。静触点对动触点也存在反作用力,通过整个机构回传到连杆上,成为手柄锁定力矩M2的一部分。
设想取消组件中“槽形托片+弹簧+触点杆”的设计,仅使用一个触点杆,则从手柄到触点都是刚性部件,没有足够的形变,也就无法为闭合触点加载弹性力了。
7、锁定片与脱扣方式
*后加上“锁片”和弹簧钢丝,完成整个机械系统。

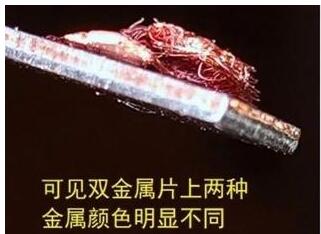
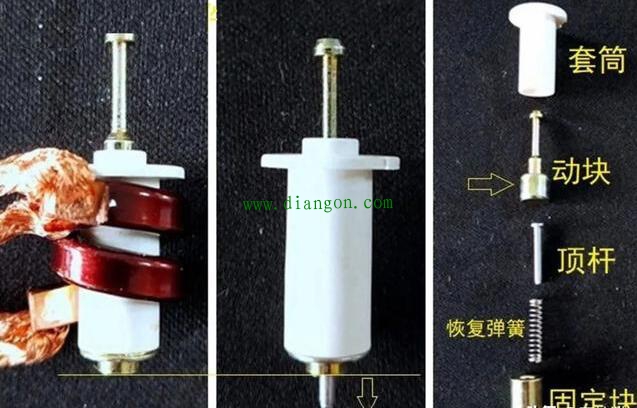
“双扣梁”下端被“下扣”扣住很少,只要“锁片”稍一转动,就会脱扣,起到了“4两拨千斤”的作用。热脱扣靠的是双金属片,当电流过流时,双金属片发热弯曲,左端顶到锁片,完成脱扣。电磁脱扣靠的是电磁铁,当线圈流经超大(短路)电流时,内部动静磁块吸合,动磁块推动“顶杆”顶到“锁片”右端,完成脱扣。下图分别是双金属片和电磁铁组件的细节。
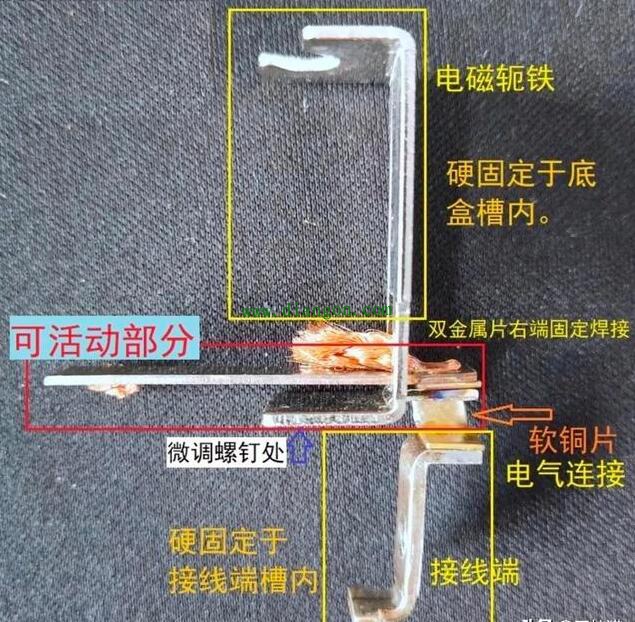
8、热触发微调机构
这个组件把“轭铁”、“双金属片”、“连接软铜片”、“接线端”及“连接导线”(图中已剪去)焊接在一起,如图所示,上、下两部分被固定在底盒的槽内,无法活动,但中间部分未被卡死,是可以稍微活动的。当调节螺钉时,双金属片可跟随上下位移,相当于调节了热触发的间距,也即调节的过流脱扣电流。中下部分连接靠“软铜片”,但轭铁是一个整体,下侧微量调节依靠的是金属形变,可观察到形变处开了一个大窗,减少了刚性。
灭弧系统
1、 结构
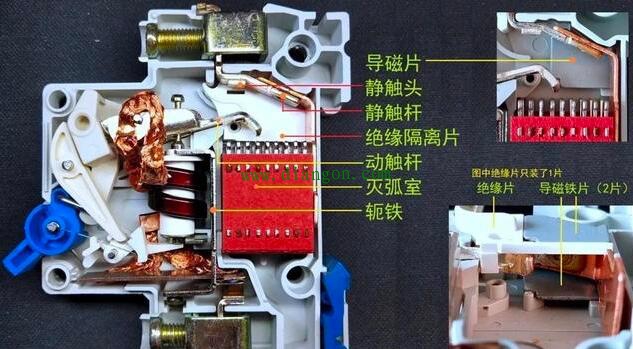
灭弧系统包括触点区域、引导区域及灭弧栅区域。
1) 触点区域包括动触杆及触头、静触杆及触头。触点通断大电流,是易损部件。
2) 引导区域是从触点处到灭弧栅之间的空间,由上下两组导磁铁片及绝缘隔离片组成,形成一个电弧转移通道。
3) 灭弧栅组件:由9片相互绝缘、片间距约为1.8mm的带有凹口的钢片用绝缘框组装而成,框背后开有通气孔。
2、 电弧的害处
断路器分断大电流时,动静触点间会产生温度极高、发出强光的电弧。电弧有两个害处,一是引起高温烧坏触点等零件;二是它本身也是电流,电弧不熄相当于电流不断,而断路器需要非常快速地终止所有电流,通常要求机构跳闸后30-150毫秒之间熄灭电弧。
3、 栅片灭弧原理
小型断路器通常采用“金属栅片灭弧法”,其基本原理是利用金属栅片产生的感应磁场形成电磁动力(磁吹弧力),将电弧吸入灭弧室,分割成若干小段,利用交流电的“过零”及电弧的“近阴极效应”达到快速熄灭电弧的目的。灭弧栅还有降温、散热、通风等功能。
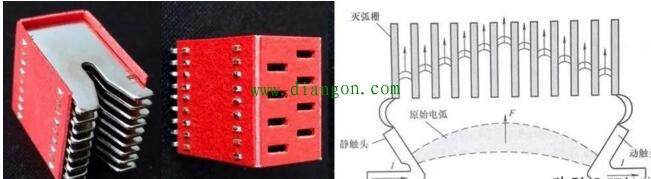
移动电弧的电磁力分析:电弧本质上是一团被电离的气体,受力时易发生移动。它也是一段电流,既可以产生磁场,也可受到电磁力作用。断路器触点右边设置了上下2块铁片,灭弧栅组件中有9片铁片,当电弧产生时,强大的电弧电流产生磁场,将铁片磁化(有研究表明可多产生约39%的磁场)。这个磁场力反过来又对电弧产生安培力,将电弧往铁片方向拉(另一边看来是吹),电弧迅速移入灭弧栅组件。不用担心会吹过头,过头了还会吹回来的。
电弧在灭弧室被截成多段小电弧,冷却、熄灭。根据电弧的“近阴极效应”,电弧放电时,近阴极一端吸引、积累了大量正离子,当交流电过零反向后,阴极变阳极,正离子区域可以形成约150V-250V左右的反向电场,这个电场能抵消起弧的外电场,从而阻断电弧电流。灭弧室设计成9隔,电弧引入后被截成10段,每段都有一个阴极,串联起来就有1500V以上的反压,当外电场低于此值,电弧就会熄灭