





西门子驱动模块6SL3120-1TE23-0AC0
基于PLC控制的气动物料搬运系统的研制
本文先容了采用气动元件的物料搬运系统的结构、气动系统及其PLC控制系统。物料的搬运方式具有可抓可吸的多用途功能;气动系统电磁换向阀采用汇流板集装方式,减少了占用空间;PLC控制具有单步、自动等多种工作方式。
由于气压传动具有气源使用方便、不污染环境、动作灵活迅速、工作安全可靠、操纵维修简便以及适于在恶劣环境下工作等特点,在冲压加工、注塑及压铸等有毒或高温环境下作业,机床上、下料,仪表及轻工行业中小零件的输送和自动装配等作业,食品包装及输送,电子产品输送、自动插接,弹药生产自动化等过程中被广泛应用。气压传动是一种易于推广普及的实现产业自动化的应用技术。气动系统的应用,引起了****产业界的普遍重视,气动行业已成为产业国家发展速度*快的行业之一。
作为气动系统的控制装置目前多数采用可编程控制器(PLC)。可编程序控制器是以微处理器为基础,综合计算机技术,自动控制技术和通讯技术而发展起来的一种新型、通用的自动控制装置,其可靠性好,操纵简便。在实际应用中,控制系统很轻易实现。一般是由受控设备的动作顺序和工艺要求,构成工步状态表,形成梯形图,再编制PLC指令。
一、物料搬运系统结构设计
物料搬运系统原理图如图1所示。该系统由左右移动气缸1、复位进退气缸2、升降气缸3、夹手或真空吸盘4、物料块5、传感器6、圆柱导轨7、支架8、底座9、微动开关10等组成。夹手或真空吸盘4可以夹住或吸住物料块5,抓取物料的部分采用夹持式和吸附式两种形式,选用不同的形式,可分别完成工件的抓取和吸附,以适应不同种类的物料搬运。夹手采用电磁铁吸合与断开方式夹持物料。夹手或吸盘在升降气缸3的作用下可以上下移动;夹手或真空吸盘连同升降气缸在左右移动气缸1的作用下沿着圆柱导轨可以左右移动;在复位进退气缸2的作用下将物料块送回原始位置,为下一个工作周期预备,以实现循环。此系统能够实现物料在一个平面内的搬运。左右移动行程为300mm,上下移动行程为80mm,根据行程选择不同的气缸,气缸1、2行程为300mm,气缸3行程为80mm。气缸选用法兰式安装。为了防止工件偏移,在左右移动气缸1运动路径两边安置导向圆柱导轨7,将圆柱导轨用螺钉固定在支架8上;支架用螺栓固定在底座9上。
图1 物料搬运系统原理图

在左右移动气缸1的缸体上安装了两个磁性开关6用于左右极限位置检测;在底座上安装了一个微动开关10用于物料块下限位置检测。
操纵面板安装在电控箱上,与实验装置主体是分离的。PLC可编程序控制器,电磁阀,真空发生器等均放置在电控箱里。
二、气动系统设计
气动原理图如图2所示。

图2 气动原理图
气源出来的气体经过二联件处理后进进到汇流板。通过相应的电磁换向阀可进进气动执行元件,分别驱动气缸1的左右移动、气缸2的推料动作、气缸3的上升下降运动、吸盘4的抓料和松料动作。整个气动系统的3个气缸全部采用出气节流调速;电磁阀采用3个二位五通阀和1个二位二通阀。选用集装式电磁换向阀,将所有电磁换向阀由汇流板集装在一起,以减小占用空间。
三、程序流程图及软件设计
实现功能。物料搬运系统具有左右移动、上下移动及对物料的夹紧和放松、推料进退功能,在PLC控制下可实现单步、自动等多种工作方式。物料被夹手搬运完成以后,为满足连续动作需要,还必须将此物料运送回原点位置,以供下次搬运需要。系统可完成的各种工作方式如下。
单步:可实现“上升”,“下降”,“左移”,“右移”,“夹紧”,“放松”,“推料进”,“推料退”等八种点动操纵;
连续:按下“启动”按钮后,夹手从原点位置开始连续不断地执行搬运物料的个步。
根据上述任务,先设计主程序框图,如图3所示。

图3 主程序框图
物料搬运系统实现的动作:下降→抓料→上升→右移→再下降→松料→再上升→左移→推料进→推料退。
在这个系统中,我们只实现一个物料的循环动作,故在机械手回原点后,需将物料推回原来位置。
在PLC控制下可实现单动、连续动作工作方式。
系统上电后,通过旋转按扭选择是单动还是连动,假如是单动则执行单动程序,否则执行连动程序。
单动工作方式:利用按钮对夹手每一动作单独进行控制。
连续:按下启动按钮,夹手从原点开始,按工序自动循环工作,直到按下停止按钮,夹手在完成*后一个周期的工作后,返回原点,自动停机。如图4所示。

图4 连续动作顺序流程图
四、
基于PLC控制的物料搬运系统能够实现物料的自动循环搬运。此系统既可以使用夹手夹持物料,又可以使用真空吸盘吸附物料,具有多种用途功能;气动系统的电磁换向阀采用汇流板集装,减少了占用空间;在PLC的控制下可以实现单动和连动两种执行方式,完成物料的搬运
比较指令有比较(CMP)、区域比较(ZCP)两种,CMP的指令代码为FNC10,ZCP的指令代码为FNC11,两者待比较的源操作数[S·]均为K、 H、KnX、KnY、KnM、KnS、T、C、D、V、Z,其目标操作数[D·]均为Y、M、S。
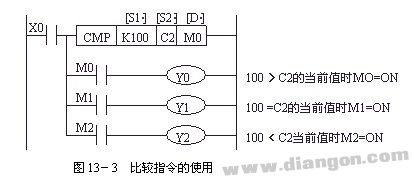
CMP指令的功能是将源操作数[S1·]和[S2·]的数据进行比较,结果送到目标操作元件[D·]中。在图13-3中,当X0为ON时,将十进制数100与计数器C2的当前值比较,比较结果送到M0~M2中,若100>C2的当前值时,M0为ON,若100=C2的当前值时,M1为ON,
若100<C2的当前值时,M2为ON。当X0为OFF时,不进行比较,M0~M2的状态保持不变。
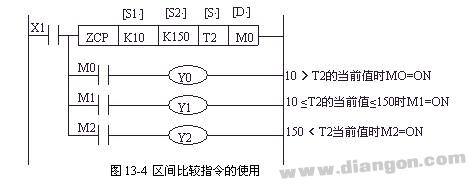
ZCP指令的功能是将一个源操作数[S·]的数值与另两个源操作数[S1·]和[S2·]的数据进行比较,结果送到目标操作元件[D·]中,源数据[S1·]不能大于[S2·]。在图13-4中,当X1为ON时,执行ZCP指令,将T2的当前值与10和150比较,比较结果送到M0~M2中,若10>T2的当前值时,M0为ON,若10≤T2的当前值≤150时,M1为ON,若150<T2的当前值时,M2为ON。当X1为OFF时,ZCP指令不执行,M0~M2的状态保持不变
加1指令INC和减1指令DEC的操作数均可取KnY、KnM、KnS、T、C、D、V、,它们不影响零标志、借位标志和进位标志。INC的指令代码为FNC24,DEC的指令代码为FNC25。INC指令的功能是将指定的目标操作元件[D·]中二进制数自动加1,DEC指令的功能是将指定的目标操作元件[D·]中二进制数自动减1,
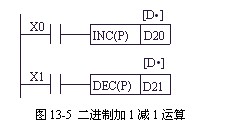
如图13-5所示,当X0每次由OFF变为ON时,D20中的数自动增加1,当X1每次由OFF变为ON时,D21中的数自动减1。
若用连续执行型加1指令INC或连续执行型减1指令DEC,当条件成立时,在每个扫描周期内指定的目标操作元件[D·]中数据要自动加1或自动减1。16位数据运算时,+32767再加1就变为-32768,-32768再减1就变为+32767。32位数据运算时,+再加1就变为-,-再减1就变为+