
西门子来宾授权代理商
HPP 工作方式选择
1. HPP 工作方式选择
HPP 用于 FX 系列的 PLC ,它有在线( On Line ,或为联机)编程和离线(Off line ,或为脱机)编程两种工作方式。
按 OTHER 键,进入工作方式选择的操作,此时液晶屏幕显示的内容如下图所示。其中闪烁的符号“ ![]() ”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“
”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“ ![]() ”移动到选中的方式上,再按 【 GO 】键,就进入所选定的工作方式。
”移动到选中的方式上,再按 【 GO 】键,就进入所选定的工作方式。
| PROGRAM MODEonLINE ( PC )OFFLINE ( HPP )onLINE MODE FX1. OFFLINE MODE 2. PROGRAM CHECK 3. DATD TRANSFER |
图 在线工作方式选择 图 离线工作方式选择
在联机编程方式下,可供选择的工作方式共有以下 7 种:
( 1 ) OFFLINE MODE (脱机方式) 。
( 2 ) PROGRAM CHECK :程序检查。
( 3 ) DATA TRANSFER :数据传输。
( 4 ) PARAMETER :对 PLC 的用户存储器容量进行设置。
( 5 ) XYM..NO.CONV. :修改 X , Y , M 的元件号。
( 6 ) BUZZER LEVER :蜂鸣器的音量调解。
( 7 ) LATCH CLEAR :复位有断电保护功能的编程元件。
2. 用户程序存储器的初始化
在写入程序之前,一般需要将存储器中原有的内容全部清除,先按【 RD/WR 】键,使 HPP 处于 W (写)工作方式,接着按以下顺序操作:
【 NOP 】→【 A 】→【 GO 】→【 GO 】
◇联机编程方式
1. 程序读出
读出方式的根据是步序号、指令、指针和元件。
( 1 )根据步序号读出( PLC 既可以处于 RUN 状态也可以处于 STOP 状态)
先按【 RD/WR 】键,若要读出步序号为 60 的指令,应按如下图所示的方式操作。

图 根据步序号读出的基本操作
在上图中,键的表示方法为:
![]() 表示 【 ↑ 】或【 ↓ 】键;
表示 【 ↑ 】或【 ↓ 】键; ![]() 表示数次重复按 【 ↓ 】键。
表示数次重复按 【 ↓ 】键。
( 2 )根据指令读出( PLC 必须处于 STOP 状态)
PLC 的指令分为基本逻辑指令和应用指令两大类。基本逻辑指令的读出操作如下图所示。
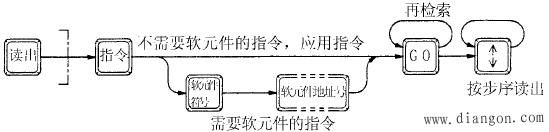
图 根据指令读出的基本操作
例【 8.1 】从 PLC 中读出并显示指定指令 PLS M104 。
应按以下的顺序操作:
![]()
例【 8.2 】读出数据传送指令( D ) MOV ( P ) D0 D4 。
MOV 指令的应用指令代码为 12 ,先按【 RD/WR 】键,使编程器处于 R (读)工作方式,按下列顺序操作:
![]()
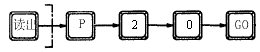
( 3 )根据指针读出指令( PLC 必须处于 STOP 状态)
基本操作如下图所示。

图 根据指针读出的基本操作
例【 8.3 】在 R 工作方式下读出 20 号指针的操作步骤如下:
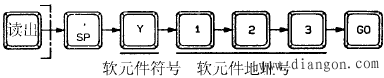
( 4 )根据元件读出 ( PLC 必须处于 STOP 状态)
指定元件符号和地址号,从用户程序存储器读出并显示该程序,其基本操作如下图所示。

图 根据元件读出的基本操作
例【 8.4 】读 Y123 的操作步骤是:
2. 程序写入 ( PLC 必须处于 STOP 状态)
按【 RD/WR 】键,使 HPP 处于写( W )工作方式。
( 1 )写入基本指令
基本指令写入有 3 种情况 :
①仅有指令符号,不带元件。
②指令和一个元件。
③指令和两个元件。
这 3 种情况的基本操作如下图所示。
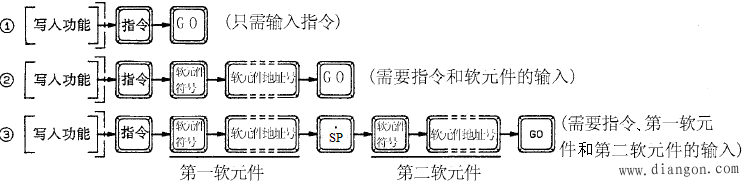
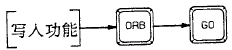
图 写入功能操作示意图
例【 8.5 】输入 ORB 指令,其操作如下:
例【 8.6 】输入 LD X0 指令,其操作如下:
![]()
写入 LDP , ANP , ORP 指令时,在按指令键后,还要按 【 P/I 】键;写入 LDF , ANF , ORF 指令时,在按指令键后还要按【 F 】键;写入 INV 指令时,按【 NOP 】、【 P/I 】和【 GO 】键。
例【 8.7 】输入 OUT T100 K19 指令,其操作如下:
![]()
( 2 )写入应用指令
输入应用指令有两种方法:直接输入指令号;借助【 HELP 】键的功能,在所示的指令一览表中检索指令编号,再输入。其基本操作如下图所示。

( a )直接输入指令方法
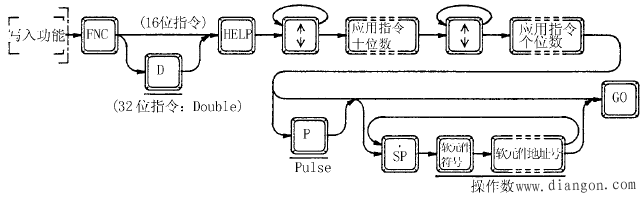
( b )借助【 HELP 】键输入指令方法
图 应用指令写入的基本操作
例【 8.8 】写入数据传送指令 MOV D0 D2 。
MOV 指令的应用指令编号为 12 ,写入步骤如下:
![]()
例【 8.9 】写入数据传送指令( D ) MOV ( P ) D0 D4 。
操作步骤如下:
![]()
例【 8.10 】借助【 HELP 】键的功能写入数据传送指令( D ) MOV ( P ) D0 D2 。
操作步骤如下:
![]()
( 3 )写入指针
写入指针的基本操作如下图所示。若写入中断用的指针,应连续按两次【 P/I 】键。

图 写入指针的基本操作
3. 程序修改 ( PLC 必须处于 STOP 状态)
( 1 )修改指定步序号的指令
例【 8.11 】将某步序号原有的指令改写为 OUT T0 K19 。
根据步序号读出原指令后,按【 RD/WR 】键,使 HPP 处于写( W )工作方式,按下列步骤操作:
![]()
( 2 )指令的插入
按 【 INS/DEL 】键使 HPP 处于 I (插入)工作方式,接着按照指令写入的方法将该指令写入,按【 GO 】键后写入的指令插在原指令之前,后面的指令依次后移。
如在 200 步之前插入指令 OR X4 ,在“ I ”工作方式下读出 200 步的指令,按以下顺序操作:
![]()
( 3 )指令的删除
按 【 INS/DEL 】键使 HPP 处于 D (删除)工作方式,接着按功能键【 GO 】,该指令或指针即被删除。
指定范围的删除:按【 INS/DEL 】键,使 HPP 处于 D (删除)工作方式,按下列步骤操作:
![]()
◇联机监视 / 测试
使用 HPP 可以对各个位编程元件的状态和各个字编程元件内的数据进行监视和测试。
1. 联机监视
( 1 )对位编程元件的监视( PLC 必须处于 STOP 状态)
基本操作如下图所示。

图 元件监视的基本操作
以监视 X10 的状态为例,先按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,按下列步骤操作:
![]()
这时屏幕上将显示出 X10 的状态。若在编程元件的左侧有字符“ ![]() ”,表示该编程元件处于 ON 状态;若没有,表示它处于 OFF 状态。多可监视 8 个元件。
”,表示该编程元件处于 ON 状态;若没有,表示它处于 OFF 状态。多可监视 8 个元件。
( 2 )监视字编程元件( D 、 Z 、 V )内的数据
以监视 16 位数据寄存器 D250 内的数据为例,按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,按下列步骤操作:

这时屏幕上就会显示出如下图所示的数据寄存器 D250 内的数据。再按功能键【 GO 】,将依次显示 D251 、 D252 等内的数据,且此时显示的数据以十进制表示。
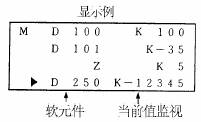
图 16 位元件的监视
( 3 )定时器和计数器的监视
以监视定时器 T100 和计数器 C99 为例,按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,按下列步骤操作:
![]()
此时屏幕上显示的内容如下图所示。图中行末尾显示的数据 K100 是 T100 的当前值,第二行末尾显示的数据 K250 是 T100 的设定值。通过 P 或 R 的右侧有无“ ![]() ”标记,监视输出触点和复位线圈的 ON/OFF 状态。
”标记,监视输出触点和复位线圈的 ON/OFF 状态。
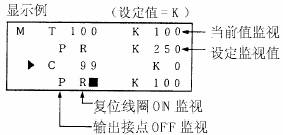
图 定时器和计数器的监视
( 4 )通 / 断检测
根据步序号或指令读出程序,可以监视软元件的触点和线圈的动作。其操作步骤如下图所示。
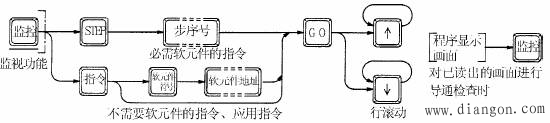
图 通 / 断监视的基本操作
在屏幕显示上,若对应的软元件的触点接通或线圈动作时,则该触点或线圈前面显示“ ![]() ”标记,如下图所示。
”标记,如下图所示。

图 通 / 断的监测
三、脱机编程方式
脱机方式编制的程序存放在 HPP 内部的 RAM 中,联机方式键入的程序存放在 PLC 内的 RAM 中,且 HPP 内部 RAM 中的程序不变。
1. 进入脱机编程方式的方法
有两种方法可以进入脱机( OFFLINE )编程方式:
( 1 ) HPP 上电后,按【 ↓ 】键,将闪烁的符号“ ![]() ”移动到 OFFLINE 位置上,再按【 GO 】键,就进入脱机( OFFLINE )编程方式。
”移动到 OFFLINE 位置上,再按【 GO 】键,就进入脱机( OFFLINE )编程方式。
( 2 ) HPP 处于联机( onLINE )编程方式时,按功能键【 OTHER 】进入工作方式选择,此时闪烁的符号“ ![]() ”处于 OFFLINE MODE 位置上,接着按【 GO 】键,就进入脱机( OFFLINE )编程方式。
”处于 OFFLINE MODE 位置上,接着按【 GO 】键,就进入脱机( OFFLINE )编程方式。
2. 工作方式
在脱机编程方式下,可供选择的工作方式共有以下 7 种:
( 1 ) onLINE MODE ;
( 2 ) PROGRAM CHECK ;
( 3 ) HPP <-> FX ;
( 4 ) PARAMETER ;
( 5 ) XYM..NO.CONV. ;
( 6 ) BUZZER LEVER ;
( 7 ) MODULE 。
选择 onLINE MODE 时, HPP 进入联机编程方式。 PROGRAM CHECK 、 PARAMETER 、 XYM..NO.CONV. 、 BUZZER LEVER 的操作和联机编程方式下相同。
3. 程序传送
选择 HPP <-> FX 时,若 PLC 内没有安装存储器卡盒,屏幕显示的内容如下图所示。按功能键【↑】或【↓】将“ ![]() ”移动到需要的位置上,再按功能键【 GO 】就执行相应的操作。其中 HPP → RAM 表示将 HPP 的 RAM 中的用户程序传送到 PLC 内的用户程序存储器中,这时 PLC 必须处于 STOP 状态。 HPP ← RAM 表示将 PLC 内部存储器中的用户程序读入 HPP 内的 RAM 中, HPP : RAM 表示将 HPP 内 RAM 中的用户程序与 PLC 存储器中的用户程序进行比较, PLC 处于 STOP 或 RUN 状态时都可以进行后两种操作。
”移动到需要的位置上,再按功能键【 GO 】就执行相应的操作。其中 HPP → RAM 表示将 HPP 的 RAM 中的用户程序传送到 PLC 内的用户程序存储器中,这时 PLC 必须处于 STOP 状态。 HPP ← RAM 表示将 PLC 内部存储器中的用户程序读入 HPP 内的 RAM 中, HPP : RAM 表示将 HPP 内 RAM 中的用户程序与 PLC 存储器中的用户程序进行比较, PLC 处于 STOP 或 RUN 状态时都可以进行后两种操作。
3. HPP <-> FX
HPP ← RAM HPP : RAM |
图 屏幕显示