





西门子6ES7322-1BH01-0AA0性能参数
生产线控制是指对生产物资在生产线上的生产流程进行控制的过程.本设计中我们根据生产线控制系统点多.线长以及易于维护和系统升级的特点,选用松下PLC的PC-bbbb网络进行系统设计.FPΣ系列PLC强大的网络通讯功能和PC-bbbb网络把机械手搬运系统单元.货物自动识别缓冲系统单元.堆垛系统单元和自动化仓库系统单元进行连接组成一个完整的生产线培训控制系统模型.这样,各个分散单元既可以单独运行也可以对各分散的控制单元进行资源整合组成新的控制系统,有效的提高了资源的利用率并且降低了控制系统的使用成本.
一.系统设计背景及发展
近几年,随着PLC制造工艺水平的不断提高和CPU技术的发展使其稳定性和性价比有了的提高,产品的类型和扩展功能也更加丰富.在硬件性能迅速发展的软件方面也加快了更新速度,尤其是在网络通信方面得到了很大的发展,出现了各种不同的网络连接方式,并且加强与计算机系统的兼容性.
生产线的发展主要体现在以下几个方面:
(1)现代化的生产线控制设备是生产线控制现代化的基础,是要采用快速.高效.自动化的生产线控制设备.(2)计算机管理可以对生产线控制系统进行动态管理与优化.通过计算机与其他系统实时联机,发送和接收信息,使生产线控制系统于生产制造.销售等系统有机地联系,可以提高生产线控制系统的效益.(3)系统化与集成化生产线控制系统的结构特点是:点多.线长.面宽.规模大.生产线控制系统是把生产线控制系统有机地联系起来,看成一个整体,从系统化.集成化的概念出发去设计.分析.研究和改进生产线控制系统,不追求系统内个别部分的高效和优化,而是力求整体系统的优化和高效.
二.系统设计目的
由于现代生产制造业的快速发展和信息技术的广泛应用,目前的生产线控制系统都采用了不同的网络技术来提高生产线控制系统的效率和效益.在生产线控制系统中,货料的装配.搬运.运输必须协调完成,否则会出现货料堆积和货料不够搬运的现象.为了使货料快速.准确.安全入库,我们必须把各个系统连接起来,组成一个新的网络控制系统.
三.系统设计方法
应用松下F PΣ系列P L C联网通信功能和PC-bbbb网络控制系统,可以把16台PLC通过链接单元连接起来组成PC-bbbb网络系统,使之组成多点结构(1:N)的PLC网络,即组成一种平等式总线型结构的工业局域网.系统采用这种结构可以提高可靠性,强化系统应用的灵活性及便于系统的维修和技术更新.通过模块化的生产线控制系统模型来模拟现实生活中生产线控制生产的全部过程,其原理不仅具有一致性,更可以在技术上采用实际生产线控制系统尚未采用的理论和技术.
1.控制系统结构设计
生产线控制系统主要由管理层.控制层和执行层三大部分组成.其中管理层是一个计算机生产线控制管理软件系统,是生产线控制系统的中枢.它主要完成以下工作:接收上级系统的指令(如月.日生产计划)并将此计划下发;调度运输作业;管理立体仓库库存;统计分析系统运行情况;生产线控制系统信息处理.执行层一般包括:自动存储/提取系统;输送车辆;各种缓冲站.根据管理层.控制层和执行层的不同分工,生产线控制系统对各个层次的要求是不同的.对管理层要求具有较高的智能;对控制层要求具有较高的实时性;对执行层则要求较高的可靠性.
设计举例:立体仓库的管理控制:库存管理,根据立体仓库原库存情况和来自底层的出/入库完成信息,管理立体仓库库存信息.(1)入库管理:决定各种入库申请的响应顺序,根据控制层发来的入库申请或入库条形码信息为待入库物料分配货位,形成入库任务.(2)出库管理:根据缓冲站(加工缓冲站和工位缓冲站)发来的需料申请,结合当前库存情况,形成出库任务.也可根据日滚动生产计划确定初始发料或为次日生产的出库安排形成出库任务.(3)出/入库协调:对出库任务与入库任务进行优化组合,把满足条件的出库任务和入库任务组合成出/入库联合作业任务.根据运输任务的紧急程度和调度原则,决定运输任务的优先级别(从众多的物料需求申请中决定响应顺序),根据当前运输任务的执行情况形成运输命令和佳运输路线.
生产线控制系统状态的监控:(1)生产线控制系统状态信息的采集:接收控制层发回的状态报告,运输命令的完成,取消和修改报告.(2)生产线控制系统状态的监测:对控制层发回的报告进行分类整理,在屏幕上用图形显示各个缓冲站的状态,立库状态和设备运输状况等.(3)异常情况的处理:检查判别生产线控制系统状态中的不正常信息,根据不同情况提出处理方案.(4)人机交互:提供管理人员查询当前系统状态数据,直接干预系统运行.
2.系统硬件设计
为使生产线控制系统能够正常的运行,要求生产线控制系统具有以下功能:(1)气动机械手上升,下降限位控制.(2)气动机械手旋转限位控制.(3)底盘机械旋转角度的控制.
(4)根据货料颜色进行识别控制.(5)货物转向系统旋转角度的控制.(6)巷道起重机**存取货物控制.(7)实现每台PLC之间的点对点通信.(8)彩色监控系统实现了人机对话,实时显示等功能.(9)输送带变频调速控制.(10)检测功能,检测的正确与否,是生产线正常工作的保证.
PC-bbbb网络组成的网络控制系统可以不占用PLC的I/O口单元,只是占用内部继电器和数据寄存器,并且未使用的链接继电器和链接寄存器仍可以作为内部继电器和寄存器使用.
这样就减少了在选择PLC时对于I/O口的估计,提高所选择PLC的性价比.实际选择的PLC中也能够减少I/O口单元的使用数量从而降低了PLC的价格,进而降低了整个网络控制系统的使用成本,提高了系统的性价比.网络采用总线型结构,令牌传递信息的通信方式保证了信息的可靠传递,并且能够方便的增加PLC的连接数量,有利于生产线的升级改造.在出现故障时也易于及时检修,使系统运行更加稳定,提高了系统的使用效率.
根据上述的分析,结合实际情况,本系统应采用的是由松下PLC构成的分散式PC-bbbb网络控制系统(如图1所示).

由松下PLC构成的分散式PC-bbbb网络控制系统
3.系统软件设计
主机单元使用工具口(RS232C)能够与触摸屏或计算机实现通信.我们还可选择带有RS232C和RS485接口的通信卡实现通信功能.全方位通讯功能意味着不仅能实现1:N通讯,通过PC-bbbb网络能实现PLC多达16站的链接继电器与链接寄存器的链接功能操作.
根据计算机所发出的命令来监测,控制正在运行的PLC,并且PLC能够将运行的信息返回给计算机,在两者之间实现会话层.计算机发送指令给PLC,PLC响应(发送响应信息)接收到的命令.PLC响应来自计算机的命令并自动返回响应信息,PLC可以不用编写通信程序.
1.概述
通过以太网可以实现西门子s7-1200与西门子s7-200plc连接通信。s7-200可以使用 模块(cp243-1或cp 243-1 it)连接到以太网上,该模块提供s7 通信的功能,既可作为客户机,也可以作为服务器,可以与多8个s7 通信伙伴进行通信;s7-1200 集成以太接口,提供s7 通信的功能,只能作为服务器,可以建立3 个通信连接。
下面会用一个实例来描述s7-200 如何与s7-1200建立通信连接。

图1: 实例网络拓扑图
2.硬件需求
·®s7-1214c ac/dc/rly
·®cpu 224 xp cn dc/dc/dc
·®cp243-1 it
·®scalance x204-2
·®pg/pc(使用编程电缆)
3.软件需求
·®s7-1200编程软件 step 7 basic v10.5
·®s7-200 编程软件 step 7 –microwin v4.0 sp6
4.组态
4. 1 s7-1200 配置
·®使用step 7 basic 创建项目“coms7200”;

图2: 创建项目
·®添加s7-1200 设备 cpu1214c;

图3: 添加plc设备
4. 2 s7-1200 plc 编程
·®在program blocks 下,添加程序块(db1,db2,db3),其中db1和db3为符号db(选择 symbolic access only),db3为地址db(不选择 symbolic access only) , s7 通信只支持地址db 寻址通信;

图4: 创建地址db2
·®打开全局db2,输入2个数组类型数据,每个数组有16 个元素;

图5: 在db2中添加数据
·®创建两个watch table(watch table_1, watch table_2) 用来观察db2的实时状态;
·®将程序下载到plc cpu1214c 中。
4. 3 s7-200 配置
使用step 7-microwin 中以太网向导将cp243-1 it 配置为 s7 客户端。
·®通过菜单打开以太网向导工具;

图6: 以太网向导
·®设置模块位置,可以使用“读取模块”来自动识别;

图7: 模块位置设置
·®设置模块cp243-1 it 的ip地址和子网掩码255.255.255.0;
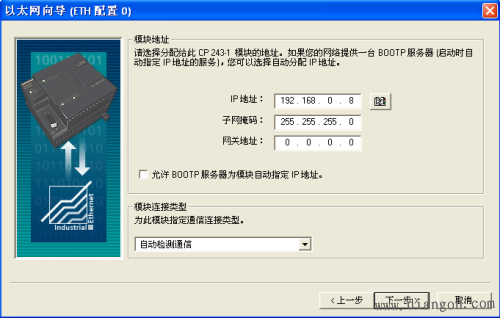
图8: 设置ip 地址
·®设置模块的连接数1 ,多只能设置8个,也就是说s7-200可与多 8 个 s7 通讯伙伴进行通讯;

图9: 设置模块连接数;
·®建立客户端连接 connection_1,设置服务器传输层服务接入点 tsap 03.01和服务器ip地址 , tsap 由 2 个字节组成。个字节为连接资源。第二个字节为通讯模板的机架号和插槽号;

图10: 配置连接
·®创建读取数据传输 peermessage_1, 读取服务器 16字节 db2.dbb0~ db2.dbb15 到vb0~vb15;

图11: 配置数据传输0
·®创建读取数据传输 peermessage_2, 将 16字节vb16~vb31写入服务器db2.dbb16~ db2.dbb31 ;

图12: 配置数据传输1
·®为配置分配存储区;

图13: 分配存储区
4. 4 s7-200 plc 编程
·®在step 7-microwin 中主程序中,调用子程序eth0_ctrl;

图14: 调用eth0_ctrl
其中cp_ready 为cp 243-1 it 的状态(0 未准备就绪,1 准备就绪),ch_ready 为每个通道或 it 服务的状态(0通道 ,值为256):error 为出错或报文代码;
·®程序建立后,需通过ppi连接 将程序块和数据块下载到s7-200 cpu中;

图15: 设置 pg/pc 接口cp5611(ppi)
·®这样以后就可以通过以太网接口进行下载,将pg/pc接口设为tcp/ip连接;
·®在step 7-microwin 中主程序中,调用子程序eth0_xfr读取服务器数据,指定相应的连接通道和数据;

图16:调用eth0_xfr 读取服务器
·®在step 7-microwin 中主程序中,调用子程序eth0_xfr写入服务器数据,指定相应的连接通道和数据;

图17:调用eth0_xfr 写入服务器
·®将程序下载到s7-200 cpu 中;
4. 5 检测 s7-1200 与s7-200 plc 通信结果
·®从s7-200 程序中可知,在m10.0 从0变为1时,读取s7-1200的数据db2.dbb0~db2.dbb15 到vb0~vb15中;

图18:s7-1200 db2.dbb0~dbb15

图19:s7-200 vb0~vb15
·®从s7-200 程序中可知,在m11.0 从0变为1时,将s7-200的数据vb16~vb31 写入s7-1200 的db2.dbb16~db2.dbb31中;

图20:s7-200 vb16~vb31

图21:s7-1200 db2.dbb16~dbb31
5.
s7 1200 与 s7-200 通过 s7通信的基本原理如下图所示:

图22:s7-200与s7-1200 通信原理
注意:
cp 243-1 it 可支持一个或多个远程通讯伙伴的多 8 个 s7 通讯通道到客户机(多212 字节)或服务器。cp 243-1 it 可以根据客户机/服务器原理在每个通道运行。每个通道,每次只能接收、处理或响应(主动响应或被动响应)一个请求。只有在发送响应后,cp 243-1 it 通讯处理器才能接受其它请求。