





西门子模块6ES322-1BP00-0AA0
编辑机器数据
注意:MD参数包含很多内容,同FM357-2具体功能有关。MD参数详细描述,请查阅FM357-2模板手册。
1)轴配置。点击Axis Configuration。以X轴为例,“SM w/o encoder"表示驱动设备是不带编码器的步进电机(图8)。
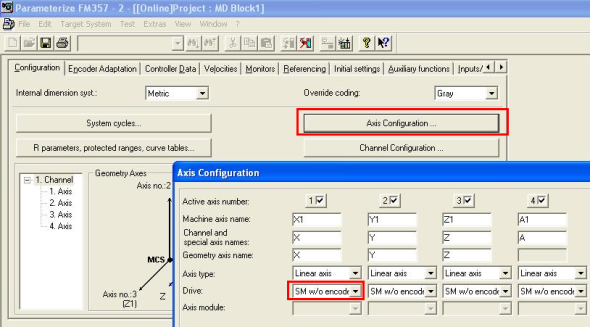
图8 轴参数配置
2)通道配置。FM357-2可以配置4个通道,这里只使用通道1(图9)。
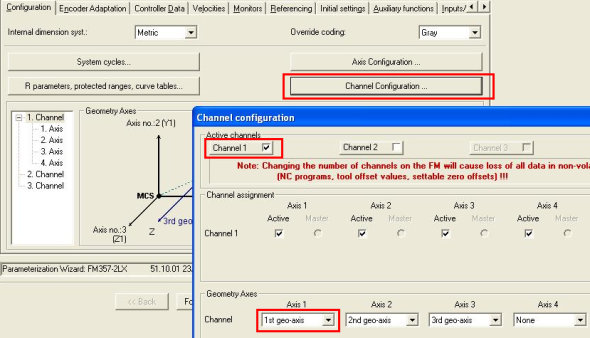
图9 通道参数配置
3)配置电机转1圈对应的脉冲数、电子齿轮比、工件轴转1圈对应的位移。设置电子齿轮比为1:1,实际表示输出1000脉冲对应10mm位移(图10)。
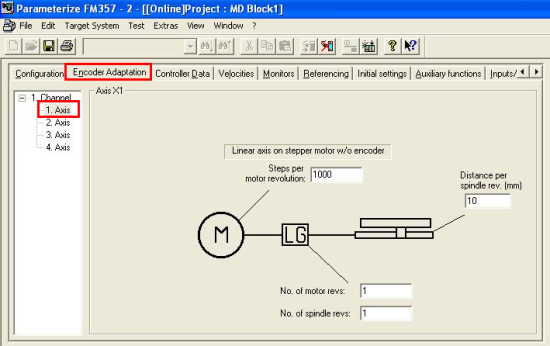
图10 步进电机参数配置
4)点击Finish,装载并激活MD参数更新,由于是在线编辑,直接更新FM357-2模板中MD参数(图11)。
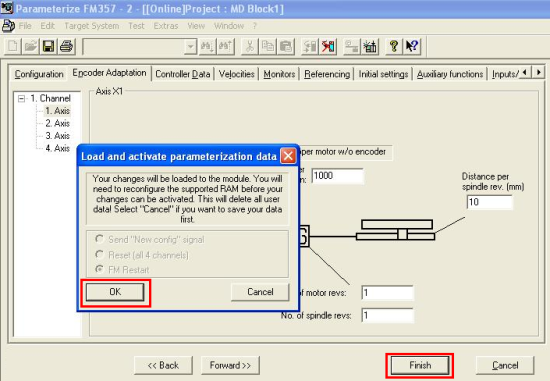
图11 装载并激活MD参数
5)为了便于以后离线修改和项目备份,可以通过“File"?“Save as" 将MD参数保存为文件,文件格式为“.MCP"(图12)。
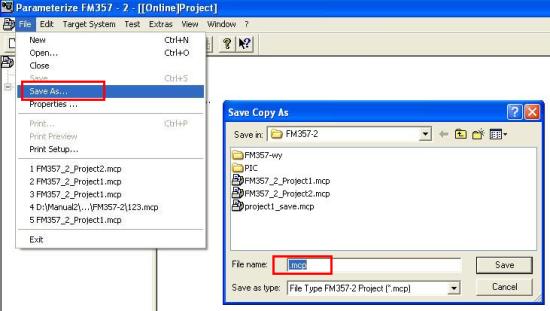
图12 项目备份
6 编写用户程序
FM357-2 相关的功能块比较多,对于初次使用FM357-2模板的用户,不容易区分和掌握各个功能块的作用和用法。如果自己编写程序,比较费时间且容易出错。这里介绍一种简单的方法:直接拷贝例程中的程序。
6.1 拷贝修改程序块
1)在STEP7中打开新项目,选择“Sample Projects"标签,选择并打开项目zEn16_01_FM357-2_BF_EX(图13)。
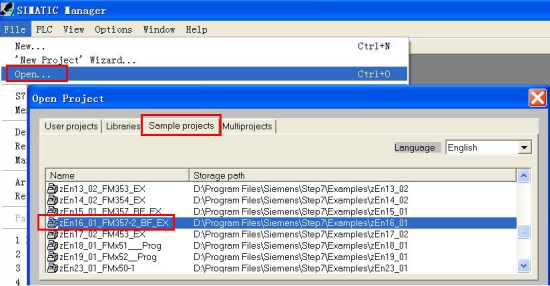
图13 打开FM357-2 Sample Project
2)将例程中所用程序块、符号表通过拷贝粘贴到用户自己建的项目中,包括UDT。
3)打开OB100,修改“FMLADDR"变量值。缺省值为256,但实际组态FM357-2模板地址为288-303(图4)。需要修改为实际的模板地址(图14)。
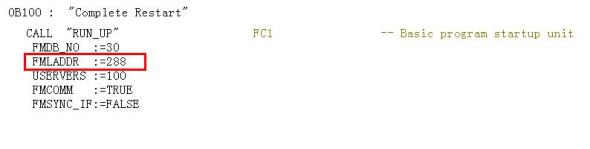
图14 OB100调用FC1
4)打开OB1,调用FC101(图15)。
说明:例程中包含7个例子Example1-Exapmple7分别对应功能FC100-FC106。OB1中并没有对这7个FC都调用,默认只调用FC100(Example1),当用户需要测试别的例子时,需要在OB1中调用相应的FC。因本文档演示点动运行,需要调用FC101(Example2 轴点动运行)。关于Example1-Exapmple7实现功能描述,参考手册6.8节。

图15 OB1调用FC101
6.2下载所有程序块(图16)。

图16 下载程序块
7 调试运行
7.1 CPU运行
将CPU314模式开关拨到“RUN"位置,使CPU运行。如果上述FM357-2固件安装、硬件配置和程序编写都正确,FM357-2将进入运行状态。
FM357-2 正常运行时LED的状态:
● SF 灭
● BAF 灭
● DC5V 亮
● DIAG 3Hz 闪烁
7.2 通过FM357-2参数化工具调试
1)重新打开FM357-2在线参数窗口,参见5.2.1。
2)通过菜单命令“Test"?“Start-up",进入Start-up界面。
3)激活X轴点动模式(图17)。
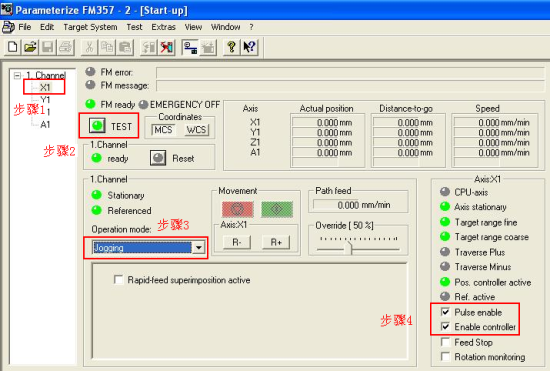
图17 激活点动模式
步骤1:选中X轴;
步骤2:点击“TEST"按钮,激活测试模式;
步骤3:选择“Jogging"模式;
步骤4:激活“Pulse enable"和“Enable controller
6ES7314-6CH04-0AB0参数详细
1. 编程操作
(1)编程准备。检查PLC与计算机的连接是否正确,计算机的RS232C端口与PLC之间是否的揽线及转换器连接:使PLC处于“停机"状态;接通计算机和PLC的电源。
(2)编程操作。
①打开GX Developer编程软件,新建一个工程,并命名。
②采用梯形图编程的方法,编辑图1所示的梯形图程序并保存。
(3)程序的传送。
①程序的写出。将编辑好的程序写入到PLC用户存储器RAM中,进行核对。
②程序的读入。通过[读入]操作将PLC用户存储器中程序读入到计算机中,进行核对。
③程序的核对。在上述程序核对过程中,只有当计算机两端程序比较无误后,方可认为程序传送正确,否则应查清原因,重新传送。
2. 运行操作
程序传送到PLC用户存储器后,可按以下操作步骤运行程序。
①根据梯形图程序,将PLC的输入/输出端与部输入信号连接好,PLC的输入/输出端编号及说明如表1所示。
②接通PLC运行开关,PLC面板上RUN灯亮,表明程序已投入运行。
③结合控制程序,操作有关输入信号,在不同输入状态下观察输入/输出指示灯的变化,若输出指示灯的状态与程序控制要求一致,则表明程序运行正常。图1 梯形图程序
表1 PLC的输入/输出端编号及说明
(2)输出强制ON/OFF。对Y000, Y001进行强制OFF操作,对Y002, Y003进行强制ON操作。
(3)修改T, C, D, Z的当前值。
①将Z的当前值K4修改为K6后,观察运行结果,分析变化的原因。
②将D4当前值,观察运行结果,分析变化的原因。
(4)修改T, C的当前值。
①将T0的设定值K100修改为K150后,观察运行结果,并写出操作过程。
②将C0的设定值D4修改为K10后,观察运行结果,并写出操作过程
plc梯形图转换设计法就是将继电器电路图转换成与原有功能相同的PLC内部的梯形图。这种等效转换是一种简便快捷的编程方法,转换法的优点颇多,其一,原继电器控制系统经过长期使用和考验,已经被证明能完成系统要求的控制功能;其二,继电器电路图与PLC的梯形图在表示方法和分析方法上有很多相似之处,根据继电器电路图来设计梯形图简便快捷;其三,这种设计方法一般不需要改动控制面板,保持了原有系统的外部特性,操作人员不用改变长期形成的操作习惯。
1.基本方法
根据继电接触器电路图来设计PLC的梯形图时,关键是要抓住它们的一一对应关系,即控制功能的对应、逻辑功能的对应,以及继电器硬件元件和PLC软件元件的对应。
2.转换设计的步骤
①了解和熟悉被控设备的工艺过程和机械的动作情况,根据继电器电路图分析和掌握控制系统的工作原理,这样才能在设计和调试系统时心中有数。
②确定PLC的输入信号和输出信号,画出PLC的外部接线图。
继电器电路图中的交流接触器和电磁阀等执行机构用PLC的输出继电器来替代,它们的硬件线圈接在PLC的输出端。按钮开关、限位开关、接近开关及控制开关等用PLC的输入继电器替代,用来给PLC提供控制命令和反馈信号,它们的触点接在PLC的输入端。在确定了PLC的各输入信号和输出信号对应的输入继电器和输出继电器的元件号后,画出PLC的外部接线图。
③确定PLC梯形图中的辅助继电器(M)和定时器(T)的元件号。
继电器电路图中的中间继电器和时间继电器的功能用PLC内部的辅助继电器和定时器来替代,并确定其对应关系。
④根据上述对应关系画出PLC的梯形图。
第②步和第③步建立了继电器电路图中的硬件元件和梯形图中的软元件之间的对应关系,将继电器电路图转换成对应的梯形图。
⑤根据被控设备的工艺过程和机械的动作情况及梯形图编程的基本规则,优化梯形图,使梯形图既符合控制要求,又具有合理性、条理性和可靠性。
⑥根据梯形图写出其对应的指令表程序。
| 昨天晚上安全模块发生了报警,更换新的后故障没有了,继续能生产。 早晨继续生产了二个小时,安全模块又发生了报警,也就昨天晚上维修人员没找到问题点。 1.我通过在线硬件诊断 2.对故障模块按CTRL+D进入诊断信息,查到了外部故障有短路 3.查诊断中断是channel 2出现短路 4.查通道对应的地址是Q348.2
|




