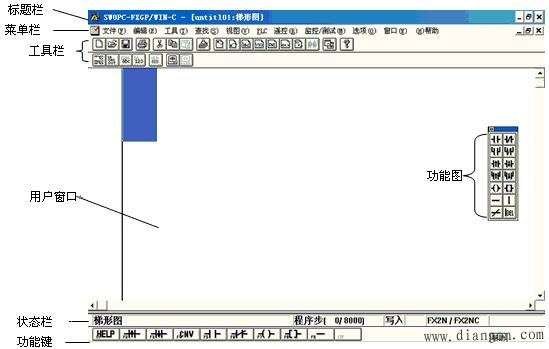
西门子模块6ES7368-3CB01-0AA0技术参数下图所示为梯形图视图, 其特征可 用以下名词描述:
①光标:一个显示在梯级里面的表示当前位置的蓝色方形块。
②梯级 ( 条 ) :梯形图程序的一个逻辑单元。一个梯级能够包含多个行和列,且所有的梯级都具有编号。
③梯级总线 ( 母线 ) :左母线是指梯形图的起始母线,每一个逻辑行必须从左母线画起。梯级右边的是结束母线即右母线,右母线是否显示可以设定。
④功能图:在用梯形图编程时,可以利用该栏中的触点、线圈、指令、线段等按钮以图形方式输入程序。
⑤选中元素:单击梯级的一个元素,按住鼠标左键,拖过梯级中的其他元素使它们呈现高亮度状态,这样就能够选中多个元素,可以把这些元素当作一个整体来移动。
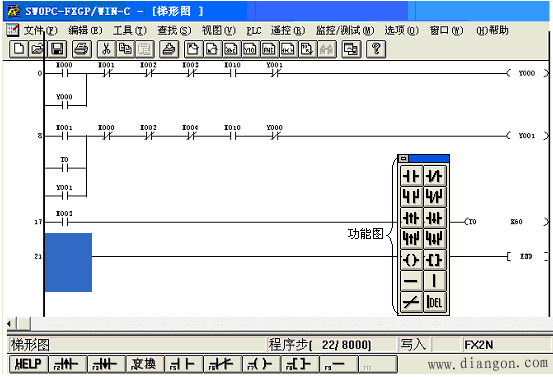
图 梯形图视图
在梯形图视图中可进行程序的生成、编辑、监视等。
1 .输入编程元件
梯形图的编程元件主要有线圈、触点、指令、标号及连接线。输入方法如下:
( 1 )顺序输入
( 2 )任意添加输入
梯形图编程元件的输入常使用“工具”菜单中的“触点”、“线圈”、“功能”和“连线”等命令,也可使用上图中浮动的功能图标框输入编程元件,其中各符号的功能如下图所示。
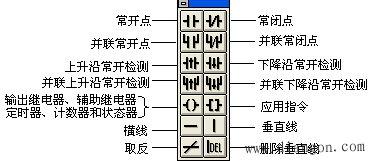
图 功能图各符号的功能
将光标(深蓝色矩形)放在编辑窗口中欲放置元件的位置,在功能图中选择元件类型,例如要输入定时器指令或计数器指令,需用鼠标点击上图中的“ ![]() ”,将弹出“输入元件”对话框,在文本框中可以直接从键盘输入元件号,定时器和计数器的元件号和设定值要用空格键隔开。
”,将弹出“输入元件”对话框,在文本框中可以直接从键盘输入元件号,定时器和计数器的元件号和设定值要用空格键隔开。
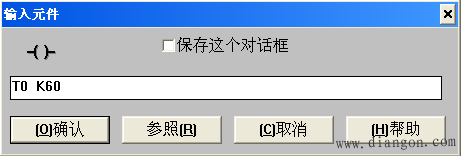
图 输入元件对话框
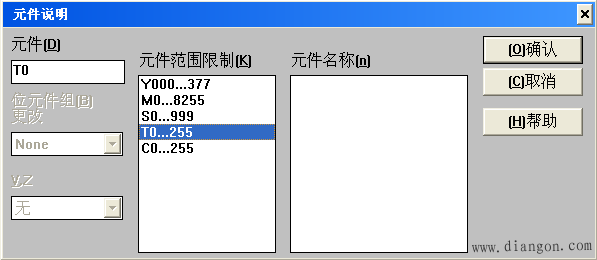
图 元件说明对话框
若需放置方括号表示的应用指令或 RST 等输出指令时,可以直接点击“ ![]() ”,将弹出 “输入元件”对话框,在文本框中可以直接从键盘输入应用指令的指令助记符和指令中的参数,助记符和参数之间、参数和参数之间用空格分隔开,例如输入应用指令“ MOV K10 D0 ”。
”,将弹出 “输入元件”对话框,在文本框中可以直接从键盘输入应用指令的指令助记符和指令中的参数,助记符和参数之间、参数和参数之间用空格分隔开,例如输入应用指令“ MOV K10 D0 ”。
需在梯形图中放置横线时,点击图中的“ ![]() ”;需在梯形图中放置垂直线时,点击图中的“
”;需在梯形图中放置垂直线时,点击图中的“ ![]() ”,垂直线从矩形光标左侧中点开始往下画;删除垂直线时点击图中的“
”,垂直线从矩形光标左侧中点开始往下画;删除垂直线时点击图中的“ ![]() ”并且要删除的垂直线的上端应在矩形光标左侧中点。
”并且要删除的垂直线的上端应在矩形光标左侧中点。
2 .插入和删除
梯形图编程时,经常用到插入和删除一行、一列、一逻辑行等命令。
( 1 )插入:将光标定位在要插入的位置,选择“编辑( Edit )”菜单,执行此菜单中的“行插入”命令,就可以输入编程元件,从而实现逻辑行的输入。
( 2 )删除:通过鼠标选择要删除的逻辑行,利用“编辑( Edit )”菜单中的“行删除”命令就可以实现逻辑行的删除。
3. 注释
以下图中电动机正反转程序的注释为例来说明如何给元件进行注释。
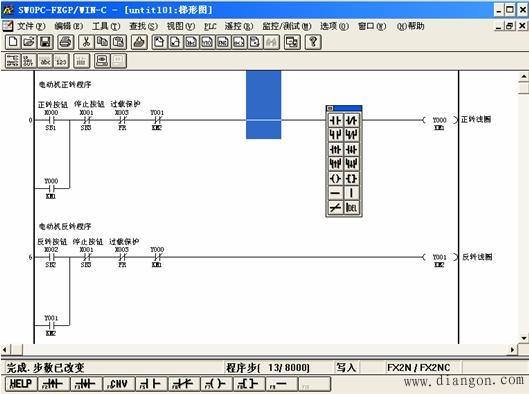
图 注释画面
( 1 )设置元件名
使用“编辑”→“元件名”命令,可设置光标选中的元件的元件名称,例如“ SB1 ”,如上图所示。
( 2 )设置元件注释
使用“编辑”→“元件注释”命令,可给光标选中的元件加上注释,注释可使用多行汉字,例如“正转按钮”,如上图所示。
( 3 )添加程序块注释
使用菜单命令“工具→转换”后,用“编辑→程序块注释”菜单命令,可在光标指定的程序块的上面加上程序块的注释,如上图中“电动机正转程序”。
( 4 )梯形图注释方式的设置
使用“视图”→“显示注释”命令,将弹出“梯形图注释设置”对话框,如下图所示,可选择是否显示元件名称、元件注释、线圈注释和程序块注释以及元件注释和线圈注释每行的字符数和所占的行数,注释可放在元件的上面或下面。
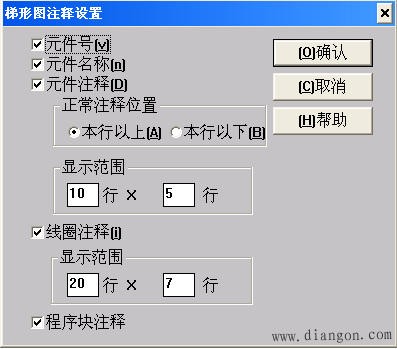
图 梯形图注释设置对话框
4. 程序的转换和清除
使用“工具”→“转换”命令,可检查程序是否有语法错误。 工具”→“全部清除”命令可清除编程软件中所有的当前用户程序。
5. 程序的检查
执行“选项”→“程序检查”命令,可以检查程序的语法错误和双线圈错误。
6. 查找功能
使用“查找”菜单中的“到顶”和“到底”命令,可将光标移动到梯形图的开始处或结束处。使用“元件名查找”、“元件查找”、“指令查找”和“触点 / 线圈查找”命令,可查找到指令所在的电路块。
7. 视图命令
可以在“视图”菜单中选择显示梯形图或指令表视图。
8.指令表的生成与编辑
使用“视图”菜单中的“指令表”命令,可进入指令表编辑状态,此时可以逐行输入指令
SWopc-FXGP/WIN-C 软件安装好以后,在桌面上自动生成 SWOPC-FXGP/WIN-C
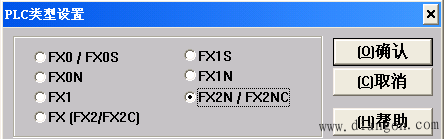
图 “ PLC 类型设置”对话框。 在该对话框中选择用户使用的 PLC 类型,例如,选中“ FX2N/FX2NC ”单选按钮。单击“确认”按钮,则显示如下图所示的 SWOPC-FXGP/WIN-C 主窗口,表明建立了一个新工程。
图 WOPC- FXGP/WIN-C 主窗口 ⑴标题栏。
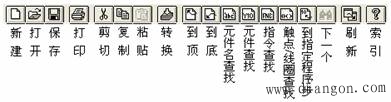
图 标准工具栏 ⑷状态栏。 |
三菱FX-20P-E 型简易手持编程器( Handy Programming Panel , HPP )是可编程控制器重要的外部设备,它不但可以为可编程控制器写入程序,还可以用来监视可编程控制器的工作状态。
图 FX-20P-E 型编程器的面板示意图 ( 1 )功能键
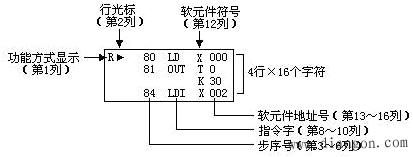
液晶显示屏可显示 4 行,每行 16 个字符,行列的字符代表编程器的工作方式。其中: PROGRAM MODEonLINE ( PC )OFFLINE ( HPP )onLINE MODE FX1. OFFLINE MODE 2. PROGRAM CHECK 3. DATD TRANSFER 图 在线工作方式选择 图 离线工作方式选择 在联机编程方式下,可供选择的工作方式共有以下 7 种:
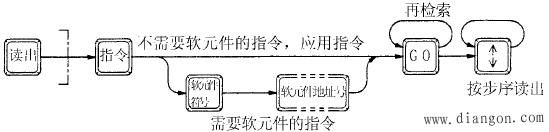
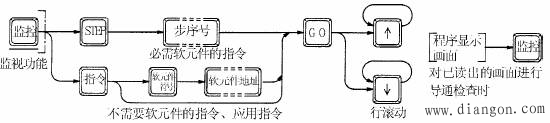
图 根据步序号读出的基本操作 在上图中,键的表示方法为:
图 根据指令读出的基本操作 例【 8.1 】从 PLC 中读出并显示指定指令 PLS M104 。
例【 8.2 】读出数据传送指令( D ) MOV ( P ) D0 D4 。
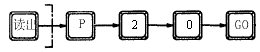
( 3 )根据指针读出指令( PLC 必须处于 STOP 状态)
图 根据指针读出的基本操作 例【 8.3 】在 R 工作方式下读出 20 号指针的操作步骤如下:
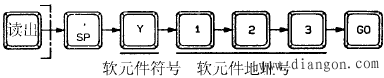
( 4 )根据元件读出 ( PLC 必须处于 STOP 状态)
图 根据元件读出的基本操作 例【 8.4 】读 Y123 的操作步骤是:
2. 程序写入 ( PLC 必须处于 STOP 状态)
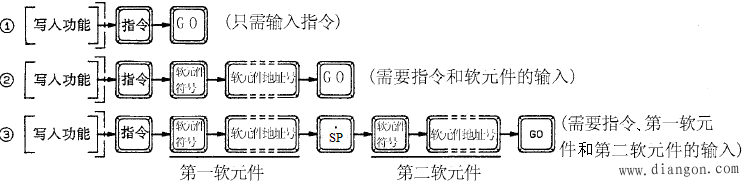
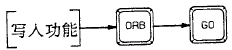
图 写入功能操作示意图 例【 8.5 】输入 ORB 指令,其操作如下:
例【 8.6 】输入 LD X0 指令,其操作如下:
写入 LDP , ANP , ORP 指令时,在按指令键后,还要按 【 P/I 】键;写入 LDF , ANF , ORF 指令时,在按指令键后还要按【 F 】键;写入 INV 指令时,按【 NOP 】、【 P/I 】和【 GO 】键。
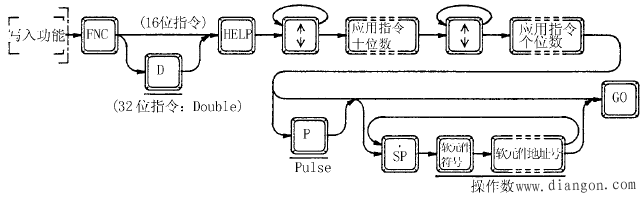
( 2 )写入应用指令
( a )直接输入指令方法
( b )借助【 HELP 】键输入指令方法 例【 8.8 】写入数据传送指令 MOV D0 D2 。
例【 8.9 】写入数据传送指令( D ) MOV ( P ) D0 D4 。
例【 8.10 】借助【 HELP 】键的功能写入数据传送指令( D ) MOV ( P ) D0 D2 。
( 3 )写入指针
图 写入指针的基本操作 3. 程序修改 ( PLC 必须处于 STOP 状态)
( 2 )指令的插入
( 3 )指令的删除
◇联机监视 / 测试
图 元件监视的基本操作 以监视 X10 的状态为例,先按下【 MNT/TEST 】键,使 HPP 处于 M (监视)工作方式,按下列步骤操作:
这时屏幕上将显示出 X10 的状态。若在编程元件的左侧有字符“
这时屏幕上就会显示出如下图所示的数据寄存器 D250 内的数据。再按功能键【 GO 】,将依次显示 D251 、 D252 等内的数据,且此时显示的数据以十进制表示。
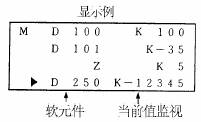
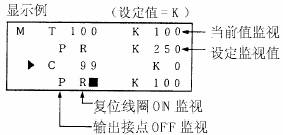
图 16 位元件的监视 ( 3 )定时器和计数器的监视
此时屏幕上显示的内容如下图所示。图中行末尾显示的数据 K100 是 T100 的当前值,第二行末尾显示的数据 K250 是 T100 的设定值。通过 P 或 R 的右侧有无“
图 定时器和计数器的监视 ( 4 )通 / 断检测
图 通 / 断监视的基本操作 在屏幕显示上,若对应的软元件的触点接通或线圈动作时,则该触点或线圈前面显示“
图 通 / 断的监测 三、脱机编程方式 3. HPP <-> FXHPP → RAM HPP ← RAM HPP : RAM 图 屏幕显示 |