





西门子6ES7510-1SJ01-0AB0现货供应
集成技术• 无需附加模块就可集成运动控制功能:o 通过标准化的块 (PLCopen) 来连接模拟驱动器和 PROFIdrive 驱动器o 运动控制功能支持转速控制轴和轴以及外部编码器o 轴之间实现位置的齿轮传动• 跟踪所有 CPU 标签,以进行实时诊断和间歇错误检测;拥有有效调试和快速优化驱动器和控制装置• 广泛的控制功能:例如,可轻松组态的块可进行控制参数的自动优化以实现更优控制质量• 通过提供的工艺模块获得附加功能:例如,高速计数、位置检测或高达 1 MHz 信号的测量安全集成保证人身安全和机器安全 – 在集成式完整系统框架内• 故障安全 SIMATIC S7-1500F 控制器可在同一控制器上处理标准程序和安全程序。在 TIA 博途中,使用相同的编辑器生成故障安全和标准用户程序;例如,这样就能向评估标准用户程序中的标准数据那样,评估故障安全数据。由于这种软件集成,故障安全应用也可利用 SIMATIC 的系统有点和功能。本工程头尾2套S7-300 PLC,通过光纤以太网同步数据。且分别通过Profibus总线与头尾6SE70变频器通讯。中控室上位WINCC通过工业以太网和2套S7-300进行数据读写访问长距离曲线皮带系统主要为主厂区输送破碎后的石灰矿石,设计输送能力: 1800t/h;输送线路总长:约6305m (包括直线、过渡弧段,未考虑地形凹凸的影响);带宽:1200mm;带速:3.6 m/s。该皮带为头尾72°单方向弧度长距离曲线皮带,为亚
为解决PLC与PCbased的整合问题,美国研究机构ARC提出了PAC架构,PAC英文全名是AutomationResearchCorporation,中文则是可程式自动化控制器,美国国家仪器(NI)指出在ARC透过软体功能的定义,来列出PAC的五大控制特性,包括:
1.多领域的功能性。在1个平台上至少有2种功能,包括逻辑、运动、PID控制、磁碟以及处理,除了部份在I/O上做变动以配合特殊协定之需要外,逻辑、运动、处理,以及PID,都只是软体的1个函数。
2.单一的多元化开发平台,结合一般标签及单一资料库,以存取所有的参数及功能。由于PAC是为了高阶应用而设计的,它们需要更**的软体。为了让系统设计更有效率,软体必须是一款单一整合软体套件,而不是未经处理、无法合作无间的分散式软体工具。
3.透过处理跨越多部机器或处理元件之资料流,并配合IEC61131-3、使用者导引,以及资料管理,使之能够完成设计的软体工具。一个简化系统设计的元件是高阶图形化开发工具,它能够轻易将工程师对于过程的概念转变成实际控制机器的程式码。绵阳西门子模块代理商
4.反应出工业应用环境的开放、模组化架构,从工厂中的机器配置到处理厂中的元件操作皆含括在内。由于所有工业应用都需要大量的自订功能,硬体必须提供模组化功能,工程师可以选择适用的元件。软体必须让工程师能够增加及移除模组,以设计所需的系统。
PPI协议是专门为S7-200开发的通信协议。S7-200 CPU的通信口(Port 0、Port 1)均支持PPI通信协议。S7-200 CPU的PPI网络通信是建立在RS-485网络的硬件基础上,其连接属性和需要的网络硬件设备与其他RS-485网络一致。
1 网络读写(NETR/NETW)指令介绍
网络读写指令一般用于S7-200 CPU之间的PPI网络通信。PPI通信前要保证PPI网络上的所有站点都应当有各自不同的网络地址,否则通信不会正常进行。网络读写指令进行编程和应用时要注意以下几点:
1) 在程序中可以使用任意条网络读写指令,在同一时刻,只能有8条网络读写指令被激活;
2) 每条网络读写指令可以从远程站点读取/写入16个字节的信息;
3) 使用NETR/NETW指令向导可以编辑多24条网络读写指令,其核心是使用顺序控制指令,这样在任一时刻只有一条NETR/NETW指令有效;
4) 每个CPU的端口只能配置一个网络读写指令向导。
2 网络读写指令向导组态 2.1 硬件连接
下面通过一个实例(两台S7-200 PLC之间的通信)来介绍如何使用网络读写指令向导。两个S7-200之间的硬件连接需要一根标准DP电缆加两个DP总线插头。两台S7-200的RS485通信端口连接方式,可参考以下图片中的连接方式(如果PLC有两个通信端口,则任意端口都可进行配置,本例中两个PLC均以Port 0口做PPI通信使用),如图1所示。

图1 两台PLC的网络连接
2.2 NETR/NETW向导组态过程 2.2.1设定通信站地址
用PC/PPI编程电缆将两台PLC的网络站地址分别设置为2和3,波特率都为9.6Kbps。这时,将编程电缆连接到任一个CPU带可编程插口的DP插头上,查找两台PLC的站地址,如图2所示。
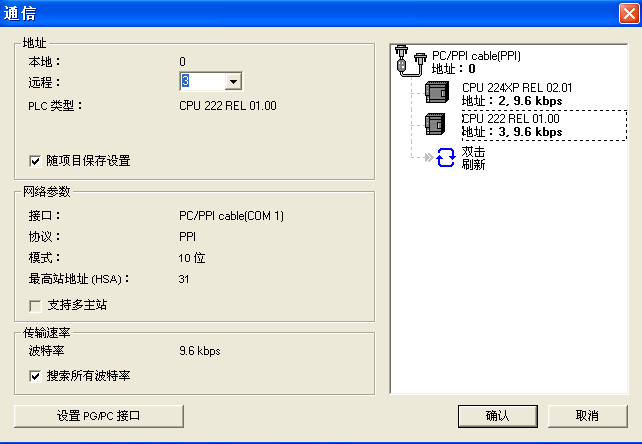
图2 设定两台CPU的网络地址
在本例中,选定通信地址为3的PLC为网络主站,并对其进行向导配置。选定要做为通信主站的CPU地址,点击确认后即可进入该CPU的编程界面。网络读写指令向导会自动将CPU设置成主站模式,不必另行编程设置,只需为主站编写通信程序,从站直接使用通信缓冲区中的数据,或将数据整理到通信区即可。
2.2.2 向导配置步骤
进入到编程画面后,点击工具菜单栏,找到指令向导选项,准备进入网络读/写功能的向导配置模式,如图3所示。
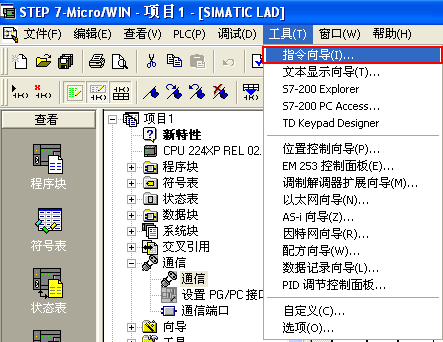
图3 进入指令向导编程界面
打开指令向导界面,选择NETR/NETW指令功能,如图4所示。
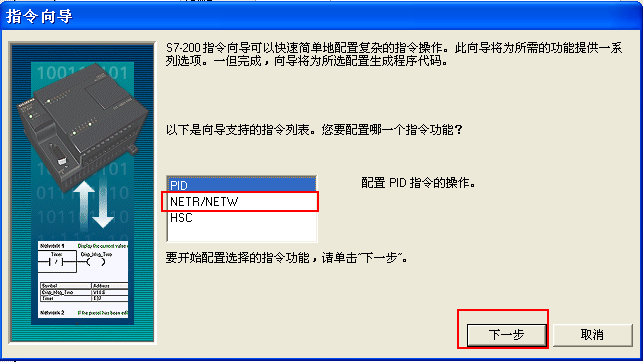
图4
作为一名合格的技术员,需要掌握的技能也越来越多,越来越 ...随着现代工业设备自动化,越来越多的工厂设备将采用plc人\机介面等自动化器件来控制,设备自动化程度越来越高。对设备的维护人员的技术要求越来越严格。
作为一名合格的技术员,需要掌握的技能也越来越多,越来越全面性,以此来满足自动化的发展及要求, 学习PLC一点也不难。
有的初学者在理论上花了很多功夫,结果半年下来还是没有把PLC搞懂,其实他们只是缺少了一些PLC的实践经验,只要再进行一些实际的梯形图编写、程序下载、调试等操作,增加对PLC的感性认识,很快就可以掌握PLC这项技术了。开始阶段可以先学习一种品牌的PLC,因为所有的PLC原理都是差不多的,掌握了一种PLC其它的只要翻阅一下手册也就能上手使用了。

初学时可以编一些简单的梯形图,如触点的与、或、输出等,在PLC的机器里运行一下。成功了就会增加你学习的兴趣、和信心。
再把PLC的主要功能逐个运用一次,比如高速计数器,你可以用PLC本身的脉冲输出端接到高速计数器的输入端,下载编好的梯形图,打开变量观察窗口,运行程序,观察计数的值是否正确。
经过了这样的实践,你基本上知道PLC到底能做哪些事情了,在实际的工控应用中就能做到胸有成竹了。
1。电工原理和电机原理一定要懂,简单的就记背也要背下来,比如马达容量1KW2A,正反转,星三角接线,电线容量。电阻,电感,电容的特性等
2。液压和气动也要掌握,比如压力换算,压力和电流的比例换算,这在有压力控制上都要用到3。电线截面要会看,线拿到手就知道几平方的,还有什么电器上该用什么线,比如马达就用4线的,
3。根主线1根接地。从变频器上出来的要用屏蔽线。
4。机修也要会做,特别是螺丝,一看就知道用几的内角扳手或外六角扳手(别小看了它,平常维修固定螺丝是少不了它的,这样能节约时间)
5。plc编程自己可以模拟编,简单的如红绿灯,控制小车走等
6。做人要会做,要谦虚,不可能你样样都会。
7。心态要好,保持一颗平常的心
8。平常要多干,就是在苦在累也要,这样技术才能学到手能解决实际问题,你只是纸上谈兵.
1:四大常用PLC要会,基本指令和功能指令要熟.
2:通讯接口要懂
3:电气市场行情要熟,好的和坏的要会区分,列如买到个2手40点的PLC怎么判断它是好的呢?
4:变频器和单片机要懂,变频调速和伺服控制要懂。
5.常用电器元件和传感器要知道。
6.要会CCAD电气制图