





西门子模块6ES136-6DB00-0CA0型号介绍
ANB指令助记符与功能:

指令说明:
当分支电路(并联电路块)与前面的电路串联连接时,使用ANB指令,分支的起点用LD,LDI指令,并联电路块结束后用 ANB 指令,与前面的电路串联。
若多个并联电路块按顺序和前面的电路串联连接时,则 ANB 指令的使用次数没有限制。
也可成批地使用ANB指令,但在这种场合,与ORB指令一样,LD、LDI指令的使用次数是有限制的(8次以下),请务必请意
编程:

反转指示及其外观动画设置
故障指示灯用来指示变频器是否处于故障状态,连接变量为StsWord1的第3位,故障时显示红色,非故障时显示绿色。其外观动画设置如图23所示。

图23 故障指示及其外观动画设置
接着设置4个按钮的功能,此处在按钮的单击事件下添加不同的函数来实现不同的功能。
启动按钮:添加SetValue函数,变量为CtrlWord1,值为1150(16进制047E)。再添加SetBitInTag函数,变量仍为CtrlWord1,位为0,如图24所示。每次按下启动按钮,触摸屏将先发送047E,再发送047F给V20变频器,实现启动功能。
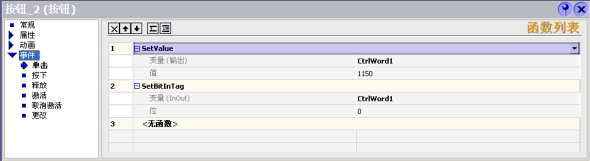
图24 启动按钮事件设置
停止按钮:添加ResetBitInTag函数,变量为CtrlWord1,位为0,如图25所示。每次按下停止按钮,控制字1的第0位将被复位为0,触摸屏将发送047E给V20变频器,实现OFF1停车功能。
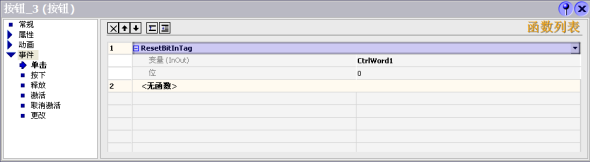
图25 停止按钮事件设置
反向按钮:添加InvertBitInTag函数,变量为CtrlWord1,位为11,如图26所示。每次按下反向按钮,控制字1的第11位将做非运算,触摸屏将相应的正转或反转指令发送给V20变频器,实现转向反向功能。
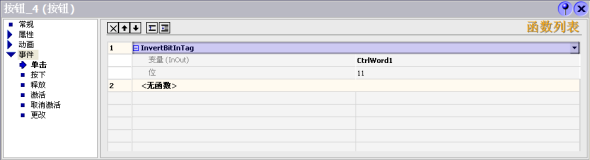
图26 反向按钮事件设置
故障确认按钮:添加SetBitInTag函数,变量为CtrlWord1,位为7。再添加ResetBitInTag函数,变量仍为CtrlWord1,位为7,如图27所示。每次按下故障确认按钮,触摸屏将先发送1状态的故障确认位,再发送0状态的故障确认位给V20变频器,给故障确认位一个上升沿,实现故障确认功能。
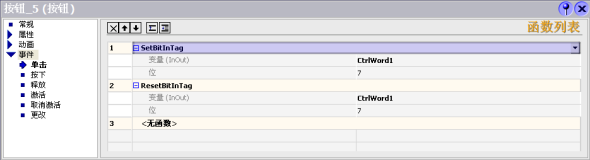
图27 故障确认按钮事件设置
5. 系统运行效果
完成上述步骤之后,下载组态程序至触摸屏中。实际运行效果证明:SMART LINE触摸屏与V20变频器通讯正常,触摸屏可以通过四个按钮控制变频器运行、停止、反向以及故障确认;变频器相关变量和状态可以在触摸屏上正确显示。变频器运行时触摸屏显示画面如图28所示。
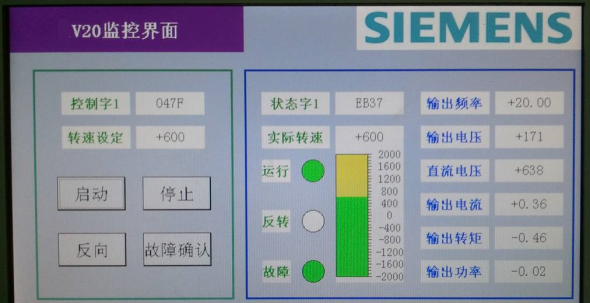
图28 变频器运行时触摸屏显示画面
图1~图7提供了7种传感器的连接方式,具体连接时,必须参照模块手册上的接线说明,下面简要介绍这7种接线中应注意的几个问题。
图2方式,当模块通道被设置为两线制变送器方式时,模块会向变送器提供24V直流电源。如果供电电压L+从模块外部反馈供电,则必须在STEP 7中将两线制变送器方式配置为四线制变送器方式。
热敏电阻、普通电阻可以使用两线制、三线制或四线制端子进行接线。图4中,对于四线端子和三线端子,模块可以通过端子IC+和IC-提供恒定电流,以补偿测量电缆中产生的电压降,这样,测量结果会更**。
对于图6三线制连接,SM331和AI8xRTD例外。

图1 电压传感器与带隔离的模拟量输入模块的连接

图2 两线制变送器与带隔离的模拟量输入模块的连接

图3 由L+供电的两线制变送器与带隔离的模拟量输入模块的连接

图4 四线制变送器与带隔离的模拟量输入模块的连接

图5 热敏电阻与带隔离的模拟量输入模块的四线制连接

图6 热敏电阻与带隔离的模拟量输入模块的三线制连接

图7 热敏电阻与带隔离的模拟量输入模块的两线制连接
,作为维修电工我们要从硬件开始学习,必须掌握PLC的I/O输入输出点,PLC的每个部位起什么作用的。在日常维修工作中,PLC外部容易出现问题就是I/O点的损坏,需要更换到PLC的备用输入输出点。外部接线更改完成后,还需要更改PLC内部的程序的I/O点的的定义,我还需要掌握软件方面的知识。
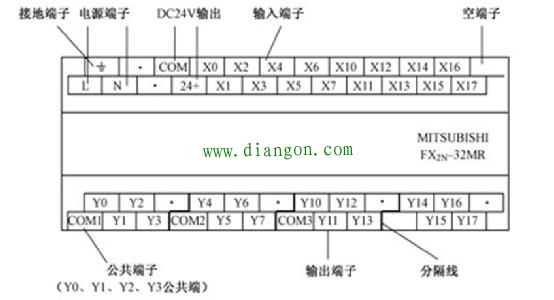
三菱plcFX2N接线端子功能介绍
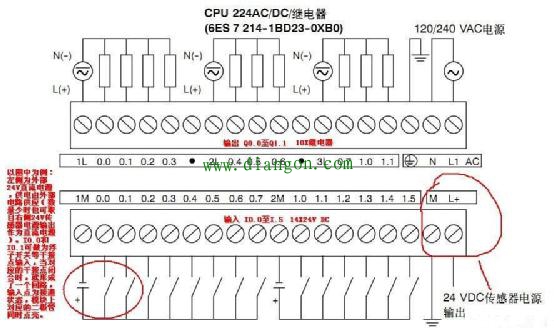
西门子S7-200PLC接线端子功能介绍
第二点,作为维修电工我们要从软件开始时学习,学习各种plc编程软件里的上载和下载在哪里操作。在维修的工作中,PLC的I/O输入点外部更改后,内部的程序也需要修改,这个时候我们就需要把PLC的内部程序上载了,修改程序。修改完了,在下载到PLC的里。(每个品牌的PLC上传和下载都不一样,如果大家有兴趣可以留言,我们以后再分享如何进行PLC的上传和下载)。
第三点,作为维修电工我们要从PLC的硬件构造也要掌握,对我们以后维修工作中,PLC出现问题,需要简单的维修PLC有帮助。
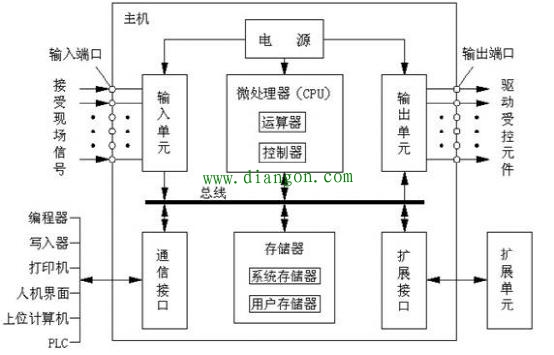
1)、中央处理器(CPU)
一般由控制器、运算器和寄存器组成,这些电路都集成在一个芯片内。CPU通过数据总线、地址总线和控制总线与存储单元、输入/输出接口电路相连接。
与一般的计算机一样,CPU是整个PLC的控制中枢,它按PLC中系统程序赋予的功能指挥PLC有条不紊的进行工作。CPU主要完成下述工作:
(1)接收、存储用户通过编程器等输入设备输入的程序和数据。
(2)用扫描的方式通过I/O部件接收现场信号的状态或数据,并存入输入映像寄存器或数据存储器中。
(3)诊断PLC内部电路的工作故障和编程中的语法错误等。
(4) PLC进入运行状态后,执行用户程序,完成各种数据的处理、传输和存储相应的内部控制信号,以完成用户指令规定的各种操作。
(5)响应各种外围设备(如编程器、打印机等)的请求。
PLC采用的CPU随机型不同而不同, 目前,小型PLC为单CPU系统,中型及大型则采用双CPU甚至多CPU系统。目前,PLC通常采用的微处理器有三种:通用微处理器、单片微处理器(即单片机)、位片式微处理器。
第四,作为维修电工我们要从PLC的编程语言也要掌握:
1、梯形图语言(LD)与电气操作原理图相对应,具有直观性和对应性;电气设计人员易于掌握,目前在小型PLC上应用广泛!
2、指令表语言(IL)指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。目前基本上没什么人使用,我们也应该了解!
3、功能模块图语言(FBD)功能模块图语言是与数字逻辑电路类似的一种PLC编程语言。 这是一种较新的编程方法,用方框图的形式来表示操作功能,类似于数字逻辑门电路的编程语言。有数字电路基础的人很容易掌握,由于功能模块图能够清楚表达功能关系,使编程调试时间大大减少。目前,这种语言是发展趋势,国际电工协会正在实施发展这种新式的编程标准,某些PLC制造厂家,已经在中型及大型PLC开始支持这种语言了!
4、顺序功能流程图语言(SFC),顺序功能流程图语言是为了满足结构化和标准化而设计的编程语言。对于负责的控制系统,内部联锁、互锁极其复杂的情况下,采用流程图语言可以很直观地看到设备的动作顺序。比较容易读懂程序,不同的人员都比较容易理解其他人编写的程序,因为程序按照设备的动作顺序进行编写,规律性较强,不需要复杂的互锁电路,更容易设计和维护系统。目前这种编程语言适合从事工艺设计的工程技术人员,它是一种效果显著、深受欢迎、前途光明的编程语言。
5、结构化文本语言(ST)结构化文本语言是用结构化的描述文本来描述程序的一种编程语言。它是类似于语言的一种编程语言。在大中型的PLC系统中,常采用结构化文本来描述控制系统中各个变量的关系。主要用于其他编程语言较难实现的用户程序编制。这五种编程语言,我们必须应该要掌握就是梯形图,也是容易掌握的编程语言。