





西门子6ES7512-1DK01-0AB0性能参数
四、程序设计
根据PLC的工作过程,PLC控制流程如图3所示。

图3 PLC控制流程图
速度检测采用M法测速,在固定的时间间隔Ts内读取速度信号的脉冲数从而计算出转速的大小。设m1为在固定时间间隔Ts内读取速度信号的脉冲数,P为电机光电编码器每转输出的脉冲数,在时间Ts内共发出m1个脉冲,其速度为:![]() 。
。
串行通信模块数据传送利用RS指令,其与工控机进行串行通信时可以设置数据长度、奇偶性、波特率、停止位等。本系统设置的通信数据长度为8位,采用偶校验,设置1为停止位,通信的波特率为2400bps。
D/A模块具有电压输出和电流输出两种形式,电压输出可选0~10V和0~5V输出,本系统选择0~10V输出控制伺服电机转速从0~3000r/min变化。数模转换模块采用FROM,TO指令,其中FROM控制A/D输入,TO控制D/A输出,编程指令包含选择数模转换通道和输入输出数据存放单元,设置数模转换命令,输出或读入转换结果等。
五、上位机的编程
在bbbbbbs下用VB实现串行通信有两种方法:一种为使用bbbbbbs应用编程接口(API)。API提供了完备的应用程序接口函数和中断方式的通信设备驱动程序(Comm.DRV)。另一种为使用VB系统集成环境提供的串行通信控件(MSComm)。它包含了bbbbbbs API中串行通信的16个函数所完成的功能,且含有使用户设计方便的对象特性。本系统采用VB系统集成环境提供的串行通信控件(MSComm)实现串行通信。MSComm控件的通信功能的实现实际上是调用了API函数,API函数是由Comm.drv解释并传送给设备驱动程序执行的,对于VB开发者只需知道MSComm控制的属性和事件的用法即可以实现串行口的通信操作。
上位机与PLC之间通信参数包含伺服电机速度、开停频率等信息,必须要有一个标识字节用于区分传送信息的类型。考虑到传输中可能出错,再增加一个检验字节。本文中两机之间通讯协议为每传一次含括5帧,它们分别是:
1、标识字节,用于分辫所传信息的种;2、所传信息16位二进制码的低位字节;3、所传信息16位二进制码的高位字节;4、校验字节,为前3个字节的异或值;5、结束位,表明此次数据传输结束。
每一帧包括:1位起始位、8位有效数据位、1位奇偶校验位、1位停止位。
根据以上分析,本文成功设计了一套基于PLC控制和工控机监控的纺织专用细纱机控制系统,并成功应用于某纺织厂的生产线中。工控机通过PLC串行通信监测的伺服电机启制动时速度的变化曲线如图4 所示。2个月成功运行表明,该系统设计合理、工作可靠。

图4 伺服电机起制动速度变化曲线
六、
本文设计了一套基于PLC控制和工控机监控的纺织专用细纱机控制系统,系统利用差动齿轮系和两套伺服电机设计的后辊子速度变化频率可达500次/min,满足了细纱机生产的需要。利用工控机通过串行通信对系统进行参数的设置和监测,运行表明,该系统设计合理、工作可靠。
一、引言
细纱机是纺织厂的专用设备,具有前后两个辊子。由于前面辊子的速度比后面辊子快,从前辊子进去的粗纱在两个辊子之间得到拉延,从后面辊子输出的纱就变细了。花式纱不是均匀粗细,而是粗细相间。要得到粗细相间的纱,只需让后辊子的转速时快时慢即可。本文设计了一套机械差动齿轮减速箱,减速箱的两个输入:一是前辊子通过减速齿轮传动后辊子的运动;另一是一台永磁同步伺服电机,通过控制系统使其频繁启停控制。目前永磁同步电机控制系统大启停次数可达280次/min。差动齿轮系的输出端接后辊子。如伺服电机不转,后辊子匀速旋转,纺出的是普通纱,如伺服电机频繁启停,经差动轮系合成后,后辊子速度时快时慢,纺出来的就是花式纱了。根据生产的需要,需要提高细纱机的车速,以提高纺纱的生产率,为保持原来花式细纱粗细相间的节距,后辊子转速变化率需要提高到500次/min,要求伺服电机启停率也要500次/min。目前,国内外生产的伺服驱动系统难以满足要求。
作者设计了一套驱动控制系统,采用两台永磁同步电机伺服系统,每台电机启停250次/min,两台电机启停时间错开,通过机械装置将其合成为500次/min。
二、差动齿轮系的设计
差动齿轮系的工作原理如图1所示,来自于前辊子的转速经过齿轮减速后作为差动齿轮系的一个输入,另一个输入由两台伺服电动机通过机械合成而成,能实现启停500次/min。从图可见,若两台伺服电动机不转,差动齿轮系输出到后辊子的为一个低于前辊子的均匀速度,此时细纺机纺出为普通纱。若两台伺服电机均启停250次/min,且启停时间错开,通过机械合成后为启停500次/min,此时差动轮系输出到后辊子的变化速度为500次/min,细纺机纺出为花式纱。

图1 差动齿轮系原理图
三、控制系统硬件的设计
在纺纱过程中需要不断地改变纱的粗细、纱的长度和节距3个参数,要求伺服电机不断改变启停周期和速度,每种纱常有300多种变化组合,参数要求方便进行调整,工作环境较恶劣,可靠性要求高。根据以上要求本文选择Mitsubishi的FX2N系列可编程控制器,控制系统的原理框图如图2所示。

图2 控制系统原理框图
伺服系统电机采用Mitsubishi的低惯量永磁同步电机,其参数为12Nm,22A,2.84KW,3000r/min。两套伺服系统的速度控制号由PLC模拟量I/O模块FX2N-3A 输出控制,其模拟电压为0~10V。A、B两套伺服系统的启停控制信号
由PLC扩展的脉冲输出模块FX2N-1PG输出端控制,其相位相互错开。
为了调节纱的粗细、长度和节距,PLC需要不断检测前辊子的速度,根据设置的参数和检测的前辊子速度计算出后辊子的速度和开关频率。本系统中前辊子速度和伺服电机速度的检测采用光电编码器,其输出的脉冲信号输送到PLC的高速计数模块FX2N-1HC进行计数从而得到前辊子的速度以计算伺服电机速度和开关频率。PLC选用绝缘型RS232C通讯用适配器与工控机进行通讯,以实现参数的设置和监控。工控机采用研华AWS-825,用VB开发工控机的监控程序和控制界面。
一:停止优先的自保回路

当启动常开触点 X1 = On,停止常闭触点 X2 = Off 时, Y0=On,此时如果 X2=On,Y0=Off。因为停止按钮比启动按钮 有控制权,这是一个停止优先的电路
二:启动优先的自保回路

当启动常开触点 X3 = On,停止常闭触点X4 = Off 时,Y1将得 电并且自保,此时如果 X4=On,Y1仍然自保。因为启动按钮比 停止按钮有控制权,这是一个启动优先的电路
三:条件控制

X11、X12分别启动/停止 Y4, X13、X14分别启动/停止 Y5, 均有自保回路。因为 Y4的常开触点 和 Y5的输出回路相串联,Y4的常开触点变成 Y5使能输出的一个条件。如上图所示,如果 Y5要变成 On,则 Y4的常开中 必须 On
四:震荡电路

当 X25=On时,T0开始计时。一旦定时器计时到其设定值,T0常开节点为 On,则 Y13的输出线圈 为 On;在下次扫描时,由于 Y13输出线圈得电,其常闭节点失电,则定时器 T0复位,T0的常开 节点为 Off,Y13输出线圈为 Off。当扫描时,T0又重新开始计时,如此循环,这样就形成了 输出周期为 nT+ΔT 的震荡电路
五:闪烁电路
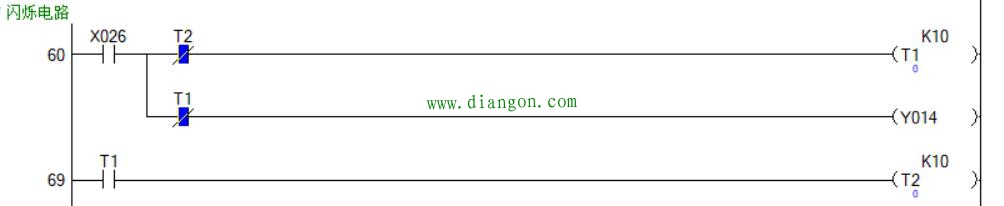
此梯形图用两个定时器组成的一个震荡电路,此电路可实现闪烁指示或者蜂鸣器报警。
六:延迟电路

当X30=On,则定时器 T3处于失电状态,定时器 T3对应的常闭节点为 On,Y16输出线圈得 电。当 X30=Off 时,定时器 T3有效。100s(K1000 × 0.1秒= 100 秒)后,T3的常闭节点由 On变为 Off,则 Y16 变为 Off。Y16变为 Off 通过此延时电路被延时 100 s.
结束:在编写所有复杂的控制程序都是由这些简单的,控制逻辑电路组成