





西门子6ES7317-6FF04-0AB0安装调试
PLC和组态软件在搅拌站控制系统中的应用
1、引言
随着现代化城市建设的不断发展,基础建设,房地产业日益红火,对建设项目的质量要求也越来越高,而高质量的建材则是整个工程高质量的保障。那种传统的以工地自行生产混凝土的方式由于其质量难以保证,噪声及粉尘污染大。必将被自动控制的混凝土搅拌站取代。自动控制的混凝土搅拌站具有产品质量优良、生产效率高、环保性能好等特点,正在成为混凝土生产的主流。
本控制系统稳定、可靠。它可以按照设定的配方,自动、连续的控制各部分物料的计量、投料、搅拌和出料。本系统还有对数据进行浏览、查询、统计、打印等一系列治理功能。通过除n取余震荡曲线法对落差进行自动修正,正确的控制了精度题目。
2、系统结构
2.1硬件结构
控制系统采用上位机和下位机组成,系统硬件结构如图1所示。
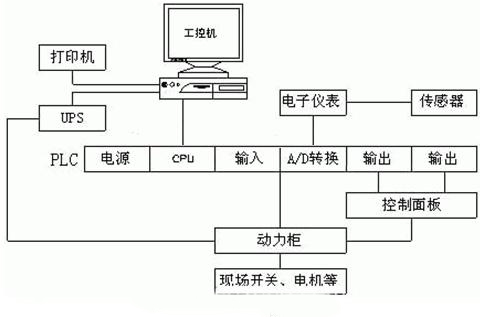
图1 搅拌机控制系统的硬件机构图
由于系统对运行速度、灵敏度、稳定性及防尘抗震抗噪音等方面的要求,上位机选用研祥IPC-810P/FSC-1621VD工控机作为上位机,它具有比普通PC机更强的I/O扩展功能,内置8MB独立显存支持3D图形加速,这样能直观的监控现场,板上带有ISA总线高驱动,大驱动能力高达64mA,具有串口15000V静电保护功能。在此工控机上可完成组态软件的设计和开发、PLC程序的开发以及将软件通过串口传送至PLC的CPU单元。
下位机采用功能强大、可靠性高、维护方便且抗干扰能力强的可编程控制器OMRONC实现搅拌站参数的采集和控制。OMRONPLC是由电源、中心处理器和I/O元件组成的严密高速的程序控制器。由于机械控制不断需要更**的的功能和处理速度,本系统采用CQM1H就是这样一种功能完善的紧凑型PLC,它提供附加值机器控制,具有通过各种内装板进行升级能力。大程序容量和存储单位。另CPU单元带RS-232C接口,可实现适时数据采集,数据再通过上位机程序处理。
由于系统在满足全自动生产的还必须有手动操纵功能,应该配置重量仪表和动力柜。重量仪表采用天衡富中的WC——-2000C重量显示器,是由单片微机控制,集称重、定值、控制于一体的智能化仪表。由于采用了高集成度集成电路,使电路更为简洁,可靠性更高。并在线路中加进了独特的抗干扰措施。使仪器能在恶劣的现场环境中稳定、可靠地使用。其仪表操纵简单、计量正确。除添加剂**到0.01kg外,其它仪表精度是1kg。

基于PLC的自动刀架试验系统
3.2 循序脉冲发生器编程设计

图3为循序脉冲发生器的梯形图。用习惯的继电器来描述,当输入继电器x0闭合时,输出继电器mo、m1、m2、m3按顺序产生脉冲信号;当x0断开时,所有输出复位。工作过程如下:
(1)当x0接通时,计时器t0开始计时,产生m0脉冲,计时时间到,t0常闭触点打开,m0线圈断电;m0常开触点闭合,m1开始计时,m1输出脉冲。
(2) t1计时时间到,常闭触点打开,m1断电;常开触点闭合,t2开始计时,m2输出脉冲。
(3) t2计时时间到,常闭触点打开,m2断电;常开触点闭合,t3开始计时,m3输出脉冲。
(4)t3计时时间到,m3输出断开。接着重新开始产生顺序脉冲,即为循序脉冲发生器的工作机理。对于5s的输出脉冲宽度,以三菱fx2n微型可编程序控制器,t0~t199定时器的时钟脉冲是100ms,须对定时器进行累加至50次。
3.3 plc试验系统
(1)换刀控制梯形图:循序脉冲换刀信号m0~m3加在刀位检测电路端口与刀架探头各刀位处,换刀控制检测构成了与或关系,与电机顺序控制电路转换成plc的梯形图如图4所示。
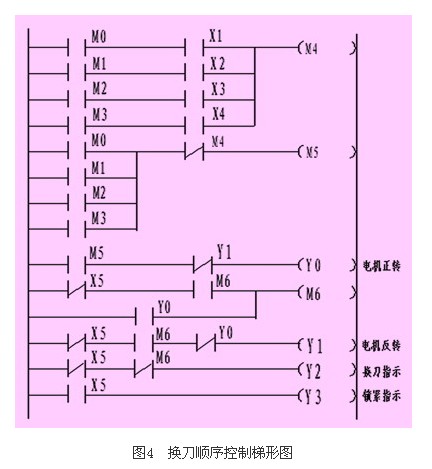
(2) plc试验系统梯形图:即将循序脉冲发生器梯形图与换刀控制梯形图串接,就构成plc自动刀架试验系统的梯形图。
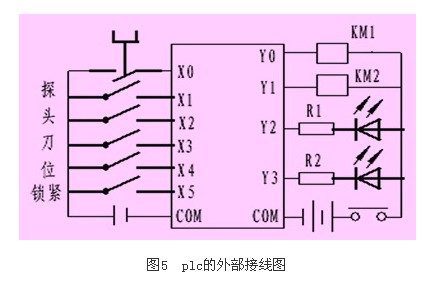
3.4 plc电控图设计
plc产生的循序脉冲换刀信号为内部继电器或辅助继电器,不占用输入输出接点,对于四工位刀架的plc外部接线如图5所示。
4 结束语
选用输入24点的plc微型可编程控制器,就可对四台四工位刀架做试验,取代以555时基器为信号源的单台刀架试验仪。可大大提高生产效率,提高产品可靠性,提高企业经济效益,这是设计plc自动刀架试验系统的目的。
基于PLC的自动刀架试验系统
1 引言
自动刀架用于完成自动换刀功能,是数控车床的关键执行部件。每一台刀架需要作上千次的可靠性运转试验才可出厂。为了提高生产效率,提出plc实现自动刀架例行试验系统项目,项目可以对c616-c620型数控机床多台多工位的立式、卧式刀架做试验。
2 原理设计
项目要求plc自动刀架试验系统,可完成一至多台,四工位、八工位或十二工位的立式、卧式刀架做循环的可靠性换刀运转试验。
2.1 自动刀架工作原理
不管是哪一类刀架,其工作原理基本是一致的。刀架电机得电,电机正转,刀架完成上升、正向转位(刀盘前凸、正向转位:卧式刀架)功能,转至所需刀位(由探头检测),电机反转,刀架完成旋转到位后的刀台下降锁紧(刀盘缩回锁紧:卧式刀架)功能,锁紧后锁紧开关接通,电机断电,至此刀架一个换刀运动周期结束。
2.2 自动刀架电控原理
以四工位自动刀架为例,自动刀架电气原理图如图1所示。根据刀架电气原理图和刀架探头的结构,可分析,刀架探头刀位的检测相当于一个一刀四位的波段开关,换刀控制电路由k1、k2及刀架探头组成,k1检测刀架是否旋转到位,k2及探头刀位分别与t0~t3四个刀号的信号并联,达到区分刀架旋转到位后检测是否与信号的刀号一致。四个二极管并联达到区分不同刀号有用同一继电器k2检测目的。

刀架电机顺序控制器受k2触点控制接通,km1得电令电机正转,km1常开触点闭合,k3得电,k3常开触点闭合,保证电机正反转期间延续闭合,一旦k2断开,电路顺序转入km2线圈得电闭合,电机反转,刀架锁紧后断电,刀架运动才能终结。
3 plc电控系统设计
由于试验系统控制对象是四工位、八工位或十二工位的刀架,先由plc产生循序脉冲,提供四工位、八工位或十二工位的刀位信号;根据刀架的工作原理和刀架刀位检测电路及电机顺序控制的继电器电路。采用plc取代继电器控制电路,组合成plc自动刀架试验系统。本系统以四工位自动刀架为例,八工位、十二工位可根据四工位系统增加循序脉冲信号和刀位检测电路。
3.1 循序脉冲的产生

循序脉冲发生器的脉冲信号波形如图2所示。脉冲信号的宽度可根据刀架一个换刀周期来定,由于c616-c620数控车床一个换刀周期为3.5s,在本系统中脉冲信号的宽度设定为5s。