西门子6ES7512-1SK01-0AB0性能参数
1前言
在工业应用领域,大部分机械设备都采用**、实用的控制产品对生产过程进行控制,以提高设备运行的可靠性和生产效率。在农业应用领域,由于农机设备运行环境恶劣、操作人员技术水平偏低,绝大部分机械设备没有采用**的控制产品,而是采用传统的手工操作和继电器控制。
中国是个农业大国,农机设备遍布大江南北。把性能稳定、质量可靠、功能强大的控制产品应用到市场巨大的农机设备中,对提高我国农业的自动化水平和农机企业的市场竞争力将会产生十分积极的影响。
本文介绍了和利时公司新一代小型一体化PLC在农用液压打包机上的应用,该应用在提高农机设备自动化方面取得了很好效果,具有很好的推广价值。
2系统概述
山东某液压机械制造有限公司是国内液压打包机械的企业,其生产的液压打包机行销海内外,得到用户的普遍好评。液压打包机广泛应用于棉纤维、亚麻、羊毛、纸边、服装、布匹、毛巾、麦草等松散物资的打包,为农用物质的仓储和运输提供了极大的方便。由于液压打包机一般应用在环境恶劣的室外或污染严重的生产现场,故对控制产品提出了较高要求。以前曾有自动化公司采用某国外品牌PLC对液压打包机的电气控制部分进行改造,但应用效果欠佳。我们对机器运行环境进行了现场考察和反复研究,充分考虑到了现场环境的恶劣性,在可靠性、稳定性等方面做了大量工作,提出了基于HOLLiAS-LEC G3小型一体化PLC的控制系统。实际运行效果表明,该控制方案达到了预期效果,大大提高了设备的自动化水平。
液压打包机控制系统由核心控制单元PLC和用于操作的人机界面组成,核心控制单元应用和利时公司的G3系列小型一体化PLC,人机界面采用深圳人机电子有限公司的新一代文本显示器MD204L。PLC包括1块24点CPU模块LM3107和1块8路继电器输出模块LM3222,输入、输出信号详见表1。
表1 I/O地址分配表

3系统功能
采用PLC控制的液压打包机可以实现自动脱包、自动提箱、自动转体、自动踩棉等功能,并能对生产过程进行实时监控,完成自动诊断、自动报警和数据上传等功能。为提高电气控制系统的可靠性,根据客户的实际需求,将经常出现故障的所有可以替换的开关按钮全部转移到人机界面上,包括油泵的启动/停止、踩箱的启动/停止、油缸的上升/下降/停止、提箱、开门、关门等操作按钮。时间继电器的时间也在人机界面上设定,包括油泵电机启动延时继电器、踩箱电机避起延时继电器、踩箱电机断电延时继电器和油缸上升缓冲延时继电器。
液压打包机的控制部分包括油泵电机控制回路、踩箱电机控制回路、升降控制回路、提箱控制回路、预缷控制回路和开关门控制回路等,下面对各控制回路分别进行介绍。
油泵电机控制回路:通过文本显示器控制键盘的按键操作,按下“泵起”油泵电机的启动按钮,主接触器C1和Y接触器C2接通,油泵电机启动延时继电器,通过读取文本显示器上的时间值,并开始计时。时间到则Y接触器C2断开,△接触器C3接通,PLC的C2与C3两点互锁。按下“泵停”油泵电机的停止按钮,油泵电机正常停机。当电机发生过载或是有堵转情况发生时,主油泵热保护继电器RJ开关闭合,通过PLC程序控制主接触器C1立即断开,处于保护状态。故障排除后,重新启动、重新开机。当油缸超过上限或下限时,HC1和HC2都要在PLC程序控制中加以保护。通过设定油泵电机启动延时继电器的值可以任意改变Y—Δ启动转换的时间,保证佳转换状态。加上多重互锁和自锁,完成油泵电机的正常启动和运转,有指示灯显示电机的运转状态。
踩箱电机控制回路:通过文本显示器控制键盘的按键操作,按下“踩起”踩箱电机的启动按钮,踩箱过程开始,踩箱指示灯点亮,踩箱电机接触器C4接通,踩箱电机避起延时继电器读取文本显示器上的时间值,并开始计时。时间到,触发PLC内部中间继电器,踩箱结束,蜂鸣器H接通告知,踩箱电机断电延时继电器读取文本显示器上的时间值,并开始计时。时间到,循环结束,踩箱电机与蜂鸣器H停止复位。按下“踩停”踩箱电机的停止按钮,所有的时间继电器及中间继电器均复位,踩箱电机停止。我们可以对精度高达1ms的踩箱电机避起延时继电器和踩箱电机断电延时继电器任意调整,根据不同的工作状况选取不同值,极大地方便了用户操作,显著提高了生产效率。
上升、下降控制回路:上升与下降是两个的控制过程,由程序设计为互锁,以保证动作统一、安全。通过文本显示器控制键盘的按键操作,按下“上升”或“下降”按钮,箱体按程序动作,开始上升或下降,达到工艺要求。
提箱控制回路:系统提箱的控制必须保证在上升结束后进行,通过文本显示器控制键盘的按键操作,按下“提箱”按钮,提箱开始,当达到箱体上限位时,即为提箱结束。
预卸控制回路:按照工艺要求,预卸控制必须是在上升或提箱时间段以前进行。预卸全过程完全由PLC程序自动进行,油缸上升时即为预卸工序开始。读取文本显示器上的油缸上升缓冲延时继电器的时间设定值,开始计时,时间到预卸结束。
开门、关门控制回路:开门和关门是两个的控制过程,分别由文本显示器上的“开门”和“关门”操作按钮控制,内部中间继电器ZJ6和ZJ7互锁,分别完成开门和关门动作。
系统流程图如图1所示。

图1 系统流程图
人机界面上的主操作画面和时间设定画面如图2和图3所示。

图2 液压打包机操作画面

图3 液压打包机设定画面
4结束语
该控制系统已经成功应用在农用液压打包机上,降低了操作人员的工作强度,提高了设备运行效率和安全性,降低了能源消耗,提高了产品质量。从液压打包机在现场的运行情况来看,和利时的小型一体化PLC质量可靠、运行稳定、运行效果良好,能适应农机现场的恶劣环境,在提高农机设备自动化方面取得了很好效果,具有很好的推广价值
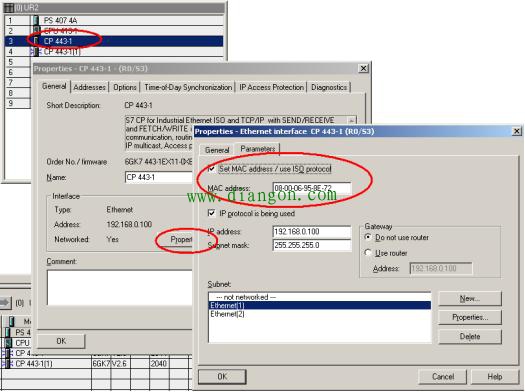
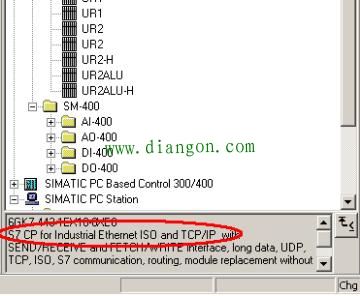
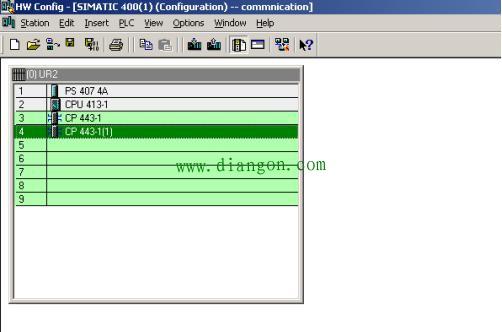
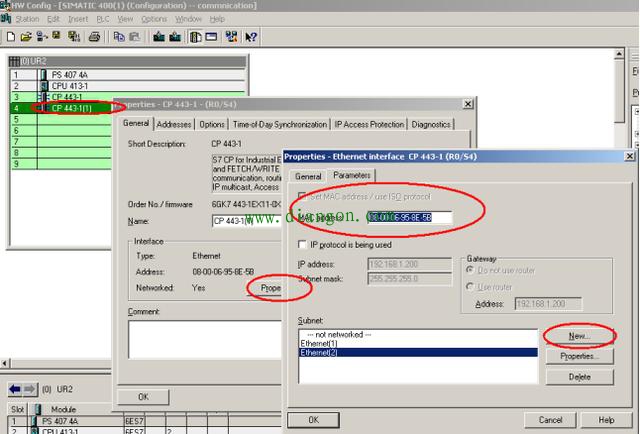
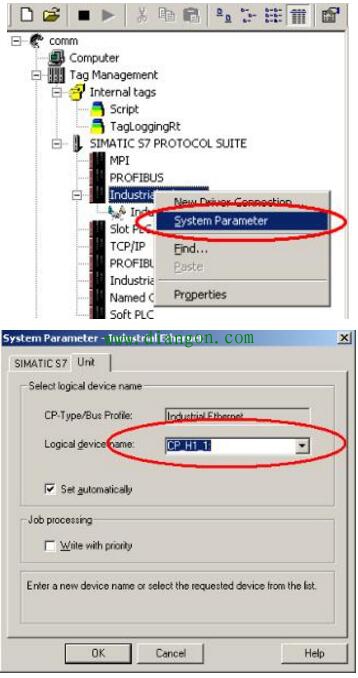
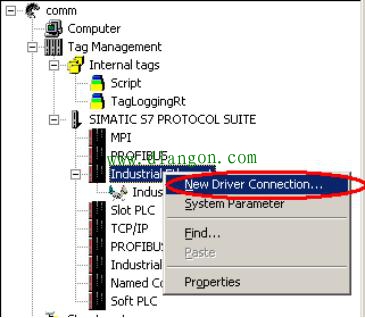
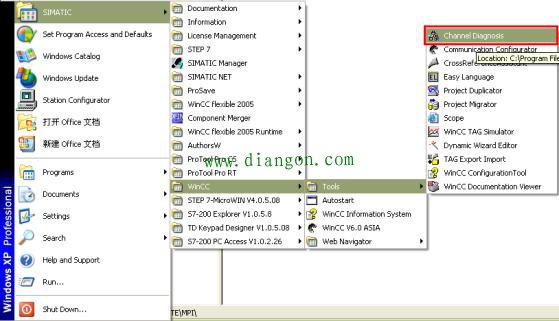
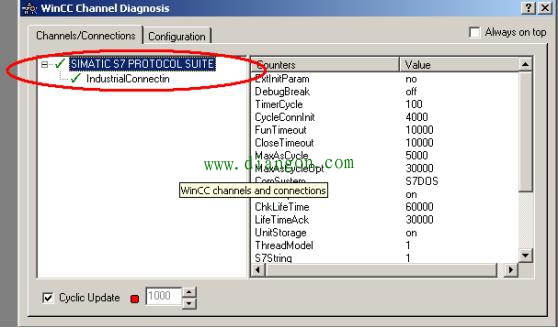
| 通过Industrial Ethernet工业以太网实现plc系统与WINCC6.0通讯的前提条件是PLC系统配备以太网模或者使用带有PN接口的PLC,以太网模块列表如下表所示:
|