西门子PLC模块6ES7516-3TN00-0AB0技术参数
编程控制器控制系统设计的基本步骤
1 .系统设计的主要内容
( 1 )拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据;
( 2 )选择电气传动形式和电动机、电磁阀等执行机构;
( 3 )选定 PLC 的型号;
( 4 )编制 PLC 的输入 / 输出分配表或绘制输入 / 输出端子接线图;
( 5 )根据系统设计的要求编写软件规格说明书,再用相应的编程语言(常用梯形图)进行程序设计;
( 6 )了解并遵循用户认知心理学,重视人机界面的设计,增强人与机器之间的友善关系;
( 7 )设计操作台、电气柜及非标准电器元部件;
( 8 )编写设计说明书和使用说明书;
西门子PLC功能特点:
一、散装机的组成结构
SZ系列固定式水泥散装机是由进料接头、伸缩下料套管散装头、下料锥斗、卷扬装置(包括松绳开关装置、料满控制器)、收尘系统、除尘系统、卸料阀、气源阀、闸门等零部件组成。散装机既可安装在库底也可安装在库侧同相应的卸料装置配套使用。库侧散装机使用时配备空气输送斜槽(含专用高压离心风机),库底散装机使用时配备短斜槽输送部分(含专用高压离心风机),以适应工艺布置的需要。
二、 散装机的原理及流程
水泥罐车抵达位置后,按控制装置上的“下降”按钮使散装头下降到罐车入料口进入准备装料状态。按“装车”钮进行装车。此时高压离心风机工作,使物料在打开卸料电磁阀后能顺利通过输送斜槽;气源电磁阀打开,接通气源;收尘风机启动,收尘电磁阀开启驱使气缸动作推动外壳内翻板并使翻板处于导通状态,此时除尘电磁阀处于关闭状态,储气罐储存气体,收尘系统进入工作状态;料位风机和活化灰风机打开。0.5秒后卸料电磁阀开启,驱使气缸控制卸料阀门打开进行装料。装载容器内的含尘气体通过伸缩套管中的夹层通道由收尘接口抽到配套的收尘器中,使含尘气体吸附到布袋上,工作现场可实现无尘作业。当物料装到预先调定的高度或容器已经装满时,装载容器内的物料会堵住散装头下方的风管接头,产生料满报警并自动关闭卸料电磁阀停止装料。卸料电磁阀关闭1分钟后活化灰风机关闭,再过30秒后收尘风机关闭,收尘电磁阀关闭,此时外壳内翻板处于关闭状态,除尘电磁阀打开清灰2~3分钟左右自动停止,料位风机和高压离心风机停止,气源停止。后按“上升”钮使散装头上升至预定位置。灌装结束。
三、西门子PLC控制的优点
目前国内水泥散装机的电控部分大都是以大量的时间继电器和中间继电器组成的实序逻辑控制电路来控制各个阀门、电机的启停时间和顺序,在整个工作流程中各元器件动作很频繁,尤其是时间继电器在现场环境比较恶劣的条件下更是容易损坏,故障率高。经常造成装车工作被迫中断,降低了工作效率。而采用西门子PLC控制系统则大大避免了上述问题。西门子PLC控制系统与继电器控制系统相比有如下优点:
(1)控制方式
继电器的控制是采用硬件接线实现的,利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制。 而西门子PLC采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制逻辑,只需改变程序即可,方便快捷。
(2)控制速度
继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。西门子PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
PLC对工作环境的要求
PLC是一种用于工业生产自动化控制的设备,一般不需要采取什么措施,就可以直接在工业环境中使用。有如上所述的可靠性较高,抗干扰能力较强,但当生产环境过于恶劣,电磁干扰特别强烈,或安装使用不当,就可能造成程序错误或运算错误,从而产生误输入并引起误输出,这将会造成设备的失控和误动作,从而不能保证PLC的正常运行。要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力;另一方面,要求设计、安装和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。在使用中应注意以下问题:
(1)温度:PLC要求环境温度在0~55℃,安装时不能放在发热量大的元件下面,四周通风散热的空间应足够大。
(2)湿度:为了保证PLC的绝缘性能,空气的相对湿度应小于85%(无凝露)。
(3)震动:应使PLC远离强烈的震动源,防止振动频率为10~55 Hz的频繁或连续振动。当使用环境不可避免震动时,必须采取减震措施,如采用减震胶。
(4)空气:避免有腐蚀和易燃的气体,例如化学的酸碱等。对于空气中有较多粉尘或腐蚀性气体的环境,可将PLC安装在封闭性较好的控制室或控制柜中。例如电厂的干排渣、干除灰等,在基建后期增加了封闭小屋。
(5)电源:PLC对于电源线带来的干扰具有一定的抵制能力。在可靠性要求很高或电源干扰特别严重的环境中,可以安装一台带屏蔽层的隔离变压器,以减少设备与地之间的干扰。一般PLC都由直流24 V输出提供给输入端,当输入端使用外接直流电源时,应选用直流稳压电源。因为普通的整流滤波电源,由于纹波的影响,容易使PLC接收到错误信息。
@
国产PLC的几个品牌现状
作为离散控制,PLC(可编程控制器)在我国的应用已有30多年的历史。PLC自20世纪70年代后期进入中国以来,应用增长十分迅速。
国外PLC(可编程控制器)厂家有欧姆龙、三菱、西门子等。PLC从初的引进外国,到后来吸收PLC的关键技术试图进行国产化,PLC经过了一个迅速发展的历程。目前国产PLC厂商众多,主要集中在中国台湾、深圳以及江浙一带。例如:台达、永宏、盟立、和利时等。
每个厂商的规模也不一样。国内厂商的PLC主要集中于小型PLC,例如欧辰、亿维等;还有一些厂商生产中型PLC,例如盟立、南大傲拓等。还有许多小厂商是贴牌生产或是仿造生产,真正自主研发生产的在少数,集中在中国台湾,并且中国台湾厂商比大陆厂商做的更好些,市场也更广阔。
中国PLC做了这么久,却也一直没有很大的进步,并没有突破,也未能打入市场,只能在本地有一个单一的、小范围的市场。若想要有一个很大的跳跃,不仅要向国外学习,还需要自己钻研,不能经常模仿,国产PLC的弱点就在于技术关。而国产PLC的优势在于市场广阔。做PLC的类型需要增多,不能于冶金、电力、自动化生产等,应该扩大到各个制造业的设备和系
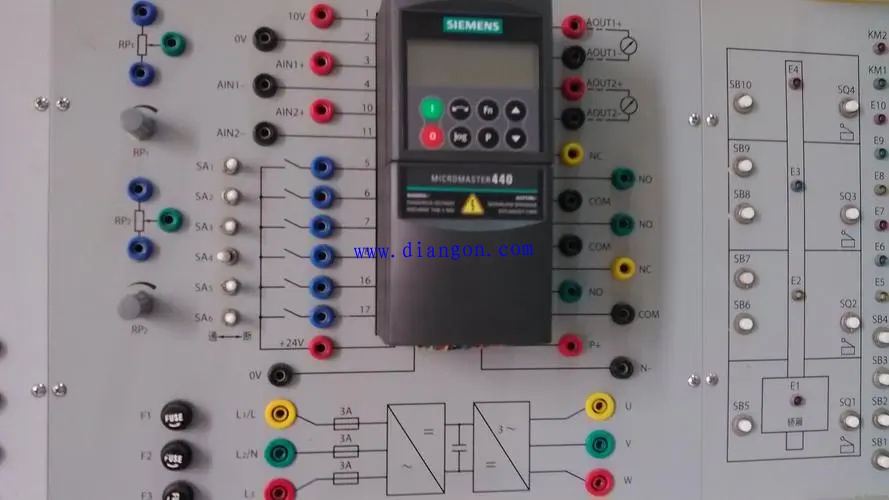
| 一、变频器频率通过plc怎么控制 用plc控制变频器频率通,通过光电编码器反馈速度信号达到电动机调速来**控制。plc是控制主体,是指令和转速给定中心,而变频器是从属装置,是接受指令和转速的下位机构,会反馈本体的一些状态给plc。
1、PLC的开关量信号控制变频器
变频器内部参数设定要看你的变频器品牌和型号,有2个重要参数必须设定: 1、得选择,面板有效,还是端子有效!就是你从手操器调频,还是控制端子接受信号调频 2、有“外部频率输入”:“选电压+电流” 可实现电位器调频和电流调频;“电流有效”:4~20mA调频。 |