





1引言
纯净水现在逐渐的进入了千家万户。传统的纯净水是瓶装包装。为了节约资源,就像袋装饮料一样,未来的纯净水也会出现袋装的。由此,出现了专门用来对纯净水进行袋装的包装机。这种包装机机械简单,造价低,生产效率高。前景相当可观。
2系统设计
包装机执行机构采用气动组件组成光机电气一体化系统,用于实现多规格袋装饮料柔性化包装。对包装膜的长宽、横封时间、纵封时间以及横封加热时间、纵封加热时间进行外部人机界面设定。包装膜送膜通过变频器驱动异步电机,在送膜辊上加装200线的计长编码器。通过编码器进行定长控制。包装膜被动放卷,为保证薄膜不会走偏,机械上加装了纠偏电机。横封、纵封都使用气动组件(气缸)推动相应的机械部件完成动作。加热通过控制微波加热器完成。电控系统构成参见图1。
图1 电控系统构成示意图
3系统设计
3.1方案设计
本方案中主要包括三个自动化部分。
(1)自动清洗。自动清洗是对薄膜进行喷淋工艺清洗过程,由生产过程控制。
(2)自动纠偏。自动纠偏适时调整薄膜在传动设备上的左右偏差。考虑到薄膜的透明度选用不同的光电传感器进行控制。如果薄膜过于透明可在薄膜上加色标(或接近开关)。
(3)生产过程。生产过程是主要的工艺过程。
·编码器定长.操作工人在人机上设定袋长.将薄膜放到一个袋子的长度或设备检测到薄膜上的色标后在执行其它动作。
·薄膜拆卷后通过设备管子被卷成对等的两部分(翻领成型)。
·垂直封袋,横封、纵封定时控制;横封加热、纵封加热定时控制。
·灌装定量的水,定时控制。
·水平封袋,并切断。为下一个袋子的底部做好密封。
3.2 分部设计
(1)定量给料。采用水泵的定时控制。这里需要水泵的转速**进行计算以确保计量的**性。这种方法的误差可能比较大。
(2)定长控制。长度的控制使用编码器进行回馈控制。编码器联在传动轴上反馈到可编程控制上。200线编码器.装在送膜辊上.送膜辊周长L=Πd,高速計數到200,即送膜長度為L。設定送膜長度为X,則需要高速計數為:X=200×袋长/L
(3)电机传动。传动使用变频器带变频电机。变频器通过R485通信和可编程控制器进行连接。这样可以在人机界面上设定运行速度。考虑到薄膜放卷部分的控制可能还需要对放卷电机进行控制(放卷部分可以使用磁粉方式加张力控制)。
(4)封合控制。封合控制在可编程控制器中可完成。
(5)温度控制。温度需要恒温。可以在可编程控制器中做自动整定就可以完成。也可以使用温控表单独控制。
3.3硬件配置设计
设备选型基于台达机电自动化技术平台(表1)。
表1 硬件配置选型
4程序设计
4.1人机操作画面设计
4.2 PLC程序设计
(1)I/O与变量表设计参见表2。
表2 I/O与变量表
(2)梯形图设计
调试过程
系统相对比较简单,主要难点是定长控制。因为考虑成本问题,选用变频器+编码器结构,在变频器停止运行不象伺服系统会瞬间停转,当长度高速计数到达后,将离合器动作,使得电机一直在运行,而送膜辊会在离合器动作的瞬间停止运转,这样在很大程度上减小了误差,精度能够满足客户的要求。
6结束语
本项目在电气方面使用了人机操作界面、PLC、变频器。台达机电产品正在以较高的性
价比和优良的售后服务体系以及的技术优势赢得了客户的青眯。本项目基于台达机电自动化平台以快的速度将整套系统开发成功,在包装行业里新兴的设备中争得了先机
2 长度计算
丝杆的导程10mm,电子齿轮比为2,伺服每10000脉冲/圈,伺服与丝杆同轴连接。宽度设定2位小数。可以推出设定的宽度与所需发送脉冲之间的关系如下:
所需脉冲=10000*设定宽度/100*电子齿轮比*导程=设定宽度*5
3 模式转换
当前已切割刀数以退刀到位为基准,每次加一。当已切割刀数与设定刀数相等时,将模式自动加一。从而将运行参数自动转换成下一模式设定的参数。
4 通讯
主轴速度和圆刀的速度通过RS-485通讯,由PLC给定变频器。
4 系统调试
4.1系统调试
1 通过调试完成整个控制的逻辑部分。保证基本的逻辑动作无误。
2 将主轴和圆刀的频率部分的通讯程序调试成功。
3 用手动模式,使伺服以JOG的方式运行。
4 伺服参数设定:1-00:2;1-01:0;1-44:2;2-08:12;2-10:1;2-15:0;2-16:0;2-17:0;根据伺服具体的运行效果调整2-00;2-02;2-04;2-25;2-26;相应的调整1-08参数,以保证伺服在告诉运行时平缓一些,根据具体情况设定该参数。
5 判断伺服的运转方向,与要求一致。
6 将伺服驱动上的接地按要求接好,将变频器上的接地线与可靠大地连接。否则有可能因为变频器运行起来的干扰使伺服误动作。如果现场没有可靠的大地,相应的降低变频器的载波频率。如果电柜内有24V电源,可以考虑将变频器的接地线与开关电源的24V-相连,以降低干扰。
5结束语
中达电通主要是中国具成长潜力的自动化市场设备和服务供应商。台达变频器、编码器、人机界面、PLC、伺服、温控器等机电制品和技术服务涵盖主要的自动化技术领域。中达电通的母公司为世界的电子制造跨国企业——台达电子集团。台达集团在江苏吴江建有规模庞大的生产基地,提供机电产品的全面制造。中达电通的服务体系遍布全国。台达还是全球大电源管理系统供货商。作为工控行业内的厂商,通过应用自己的产品能够为各行各业的客户提供全面的解决方案。佳的产品性价比、周到完善的全国乃至全球联保服务能够保证客户利益。
由于原来系统中多块SDC控制仪表出现故障,在维修中采用PLC对原系统做替换改造。原来控制系统完成对洁净房室内温度、湿度、室内外压差进行检测并控制。室内空气要求为100级。空气经过过滤后成为洁净空气,满足生产线对空气洁净度、温湿度的要求。
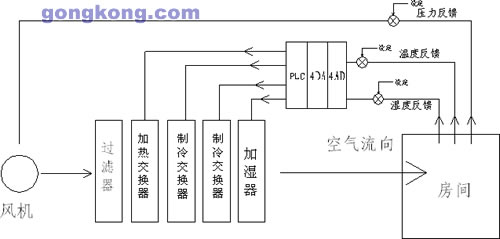
一. 系统工作原理
新风机鼓入的新风经加热交换器、制冷交换器、加湿器进入房间。房间内有温度、湿度、差压检测器测的信号反馈给控制器。由反馈信号通过数字控制仪来控制加热、制冷交换器控制室内温度。当湿度低时,由加湿器输出蒸汽;湿度高时,制冷交换器要降温以使空气温度降低,达到除湿目的。原来的湿度、温度信号还要经过高选处理。当温度信号高时,以温度控制优先;当湿度信号高时,以湿度控制优先。原来仪表调试比较繁杂,调试不容易满足要求。加热、制冷、加湿器的控制信号是4-20mA信号。压力系统原来是由变频器控制。本次改造并没有涉及。
二. 改造方案
温度、湿度信号是变送器送出的DC 4-20mA 的信号。输入的信号经过比较判断,当输入的温度信号小于12mA时,要执行加热逻辑,当大于12mA时,要执行制冷逻辑。当输入的湿度信号小于12mA时,要执行加湿逻辑,当大于12mA时,要执行除湿逻辑。而制冷和除湿信号中要选大的来控制制冷交换器。由于PLC有很好的逻辑判断能力及数据处理能力,改造中选用了台达DVPSS系列PLC。SS系列是模块式结构,可以根据要求配置不同的模拟模块和数字量模块。由于是改造,我们使用的数字量极少,仅用做故障报警。DVP14SS CPU有8点输入/6点输出。根据我们需求又配置了DVP04AD-S模拟输入模块和DVP04DA-S模拟输出模块。
控制系统流程图如下:
三. 使用效果
由于PLC编程简单,调试容易,整个改造完成。经过一段时间运行,控制效果很理想,完全满足要系统要求。比以前更容易维护。
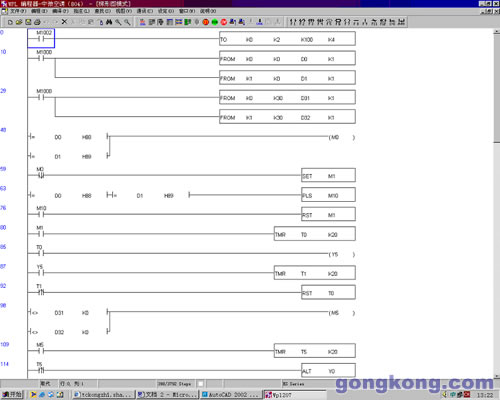
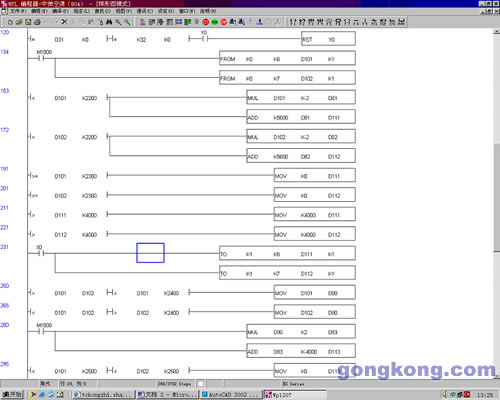
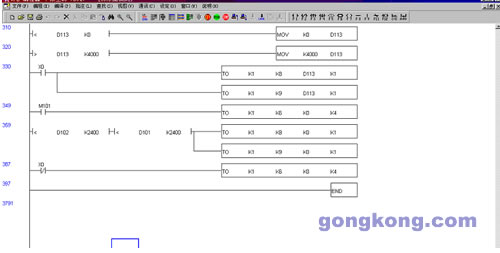
程序如下:
自动切台是用来定长分切卷材的专用设备,通常用于透明胶带、不干胶带、塑料膜、纸卷等生产工艺环节。本文描述基于台达自动化整合技术的自动切台电气控制系统应用研发。
关键字:伺服自动切台PLC变频器
1 引言
自动切台的主要用途是用来定长切割透明胶带、不干胶带、塑料膜、纸卷等材料,将整卷宽幅的材料通过设定的宽度分切成小卷。例如常用的透明胶,就是通过该设备切割而成。切割的宽度可以在人机界面上进行设定。在人机界面上可以建立多种工作模式,每种模式包含:设定宽度、切割刀数两个参数。例如如果客户选择模式1,则运行后系统自动按照模式1设定的宽度进行切割,切割的刀数达到设定的刀数后,自动停机。如果选择模式10,则启动后,系统将模式10所设定的刀数切割完毕后,自动停机。双伺服与单伺服的区别就在于,单伺服控制切台的移动是通过伺服带动,进刀和退刀依靠油压系统控制。双伺服不仅切台的移动使用伺服进刀和退刀也使用伺服。进刀的长度能够在人机上进行设定,**了切割的精度。
自动切台分为单管和双管两种。这两种设备上海机电都已经有了成功的案例,已经在客户处稳定使用,配套机械厂商也已经在正常的使用台达的产品。因为该行业的竞争日渐激烈,为了能**设备的档次并且满足更高的精度要求,我们为客户提供了双伺服自动切台的控制方案,通过两天的开发及调试,将设备开发成功。近一步巩固了客户使用台达产品的信心。台达伺服的性能也得到了客户的认可。
2 电控系统设计
2.1系统组成
3 双伺服自动切台的控制系统设计
3.1工艺主体分析
双伺服自动切台由两台变频器驱动。一台驱动主轴马达;一台驱动圆刀(切刀)。两台伺服同轴与丝杆相连,一台控制切台的定位,即定长。一台控制进刀和退刀。变频器通过RS485通讯的方式控制,给定主轴和圆刀的转速。伺服用Pt模式定位。根据客户的要求为其提供了单段和连续两种控制方式和10种操作模式。如果有特殊需要,可以将操作模式扩展到几十种模式。每种操作模式包含:宽度设定、刀数设定两个参数。
3.2工艺控制设计
客户根据生产的要求,将需要生产的胶带的宽度和该宽度需要切割的刀数在参数表中预先设定好,这两个参数关联PLC中的掉电保持寄存器。如果操作人员选择单段控制方式,在人机上输入模式号后,系统自动把对应该模式的参数(宽度和刀数)调用出来。启动后,切台通过伺服开始定长横向移动,当到达设定的宽度后,切台横向移动停止,通过一台伺服控制切台纵向移动。当切台移动至前限位处,定时开始,保证将胶带完全切断,定时时间一到,自动退回至后限位开关处停止。如果该模式设定的刀数不为零,则重复以上动作,直到切割的次数等于该模式设定的刀数后,自动停止。如果该模式设定的刀数为零则系统不动作。而如果操作人员选择连续控制方式,在人机上输入模式号,则启动后系统自动按照模式1设定的宽度和刀数切割,当模式1切割完毕后,自动按照下一模式设定的宽度和刀数切割,如果该模式的设定刀数为零,则系统自动跳过该模式,执行下一模式,直到将设定的模式全部切完后自动停机