





西门子6ES7313-6BG04-0AB0技术参数
近年来,随着我国自动化技术的提高,工厂自动化也上了一个新台阶。PLC作为一个新兴的工业控制器,以其体积小,功能齐全,价格低廉,可靠性高等方面具有独特的优点,在各个领域获得了广泛应用。
作为国内*大的印刷机生产厂家---北人集团公司,为了使产品性能稳定,易于维护,我们采用了以PLC为主控器的控制方案。由于双色印刷机要求易于操作,精度高,故其输入,输出点较多,采用了双机通讯。上位机采用三菱FX2N-80MR+32EX+4D/A,主要负责主传动的控制,各机组离合压的控制,以及气泵,气阀的控制等。下位机采用三菱 FX2N-64MR+4A/D,主要负责水辊电机的控制,主传动的调速输出,调版电机数据采集等。选用了一台三菱5.7寸触摸屏,主要负责水辊电机速度显示,调版显示,以及整机故障显示等。本系统运行可靠,维护方便,操作简便直观,大大提高了胶印机的档次,受到用户好评。
2 系统结构
本系统结构图如下:
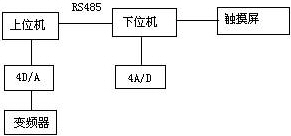
其中,上位机与下位机采用了RS485通讯,通讯方便,可靠。对多色机而言,安全因素很重要。在设计中,每个机组既要考虑到安全控制,其中包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。一方面输入点增加很多;另一方面,走线也很不方便。采用双机通讯,可以很好地解决此问题,各机组的走线可以按照就近原则,进入离它较近的控制柜内,既节省了走线,也方便了控制。
由于印刷机是一个精度较高的机械,印刷品的好坏一方面在于机械加工以及安装的精度,另一方面,也取决于水路,墨路的平衡以及合压的准确性。双色机的每一色组,都有水路和墨路装置。为了便于水辊速度的调节,每根水辊都用一个变频器控制,主电机速度也需要变频器调节。为了实现多路速度调节,我们采用了三菱4D/A数模转换器,它将PLC方给出的数字量,根据相应的算法,转换成0~10V直流电压输出,很好地实现了多路速度调节要求。
在印刷过程中,调版是一个比较繁琐的过程。尤其对多色机来说,各组版对正的精度会对印品产生很大的影响。如果套印不准,印刷品就会出现字面重叠或影像不清。一般来说,印版轴向调节范围为-2mm~+2mm ,周向调节范围为-1mm~+1mm。如果使用手动调版,会浪费很多时间,精度不高。为了实现自动打版,我们在版辊上安装了电位器,通过电位器将模拟量传送给4A/D,经过PLC处理,可将版辊的转动精度很好地控制在打版范围内。
触摸屏作为一种新型的人机界面,从一出现就受到关注,它的简单易用,强大的功能及优异的稳定性使它非常适合用于工业环境。用户可以自由地组合文字,按钮,图形,数字等来处理或监控管理随时可能变化的信息。随着机械设备的飞速发展,以往的操作界面需由熟练的操作员才能操作,无法提高效率。但使用人机界面,能明确指示并告知操作员机器设备目前的状况,使操作变得简单生动。使用触摸屏,还可以使机器配线标准化,简单化,也能减少PLC控制所需的I/O点数,降低生产成本,也相对提高整套设备的附加价值。三菱触摸屏和三菱PLC有很好的通用性,能在线监视并修改程序,不必很麻烦的重复插拔接口。
3 软件设计
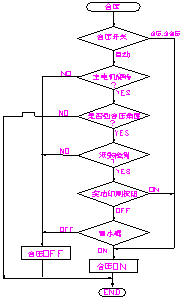
3.1 给纸设计
印刷机整体的电气设计还是比较复杂的,对时间的要求也很严格。在机器的很多地方装有接近开关,用来检测不同的时间点。在印刷过程中,走纸的好坏是影响机器质量的一个重要环节。所谓纸走的好坏,指的是无歪张,双张等现象,如果有歪张,双张现象,在高速情况下,就会将走坏的纸,卷入机器内,从而破坏胶皮,给用户带来很大损失。此过程流程如下:

在实验中,我们发现,按照上述流程编制的程序,在低速没有问题,但速度增高至7000r/h后,就会出现歪张锁不住现象。究其原因,主要是因为光头反应时间和磁铁动作时间滞后造成。程序在执行过程中,采用循环扫描方式,为了让电磁铁输出提前,在设计中,我采用了中断和三菱编程指令的输入输出刷新指令,使电磁铁输出立即执行,提前了电磁铁动作时间,在12000r/h的速度下,也能很好的锁住有故障的纸张,解决了给纸的一大难题。
3.2离合压设计
离压,合压在印刷中具有很重要的作用。离合压的准确性,对印品质量的好坏有着直接的影响。合压过早,会弄脏压印辊筒,给操作带来很多不便;离压过早,会使*后一张纸印不上完整的图案,造成纸张浪费。
在设计中,离压,合压的程序流程如图所示:
印刷时,版辊筒与胶皮辊筒先合压,胶皮辊筒与压印辊筒后合压。在我们的机器中,合压全部采用了气动装置,每个气缸都有一个动作时间。由于印刷速度是多段速,在3000~12000r/h之间,根据用户需要可选择不同的速度。气缸动作时间是一定的,齿轮转过角度是一定的,机器速度不合压时间也不同。为了解决此问题,我们根据理论计算值,找出对于不同机器速度时,机器的延时时间。采用比较指令,当机器段速与理论值相等时,延时相应的时间,使压印辊筒与胶皮辊筒准确合压。经过多次试验,离压,合压都没有问题。
3.3 人机界面设计
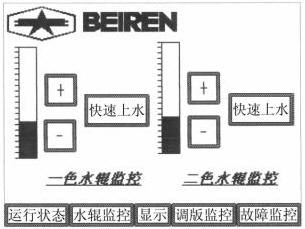
在人机界面中,设计了7幅画面,包括整体图形,故障显示,机器速度和计数显示,水辊速度显示,调版监控等。故障显示使用指示器,给出位元件即可实现闪动效果,让操作者很方便的知道故障部位,整体感很好。在水辊速度显示中,设计了一个柱状图,可以显示水量增加大小,只需按下柱状图,就可增加水量,也可方便监控。如图所示:
4. 结束语
印刷机的一套电气设计属于系统设计,包括硬件,软件设计,涵盖范围较广。这里,我只简单介绍了其中比较重要的几部分,其它细节还有很多,这里不再一一列举。使用三菱的一套控制系统,感觉可靠,方便,在机器批量生产过程中,没有发现大问题。其PLC功能齐全,可靠耐用,指令简洁,与其他产品相比,感觉三菱整体软件系统界面都比较友好,给用户编程,维修都带来极大方便。其触摸屏与PLC有很好的通用性,可通过触摸屏]监视并修改程序,这是其它产品所不能匹及的。三菱的工控元件给设计人员和用户都带来了很多方便
§1 前言
煤矿胶带机集控系统运行安全可靠与否直接影响矿井的经济效益。为提高系统的可靠性和安全性,实施集中监控,实现系统的综合保护和集中监控,是十分必要的。
唐山开诚电器有限责任公司生产的智能皮带机集中控制与监测系统是应用于矿山皮带运输自动化的高科技产品,本系统是以《煤矿安全规程》为依据,矿山运输过程中所出现的事故,本着安全性高、实用性强、具有先进性的特点而研制开发的新一代综合控制系统。
集控系统与调度系统、工业电视系统一起,构成一个完整的操作、调度、监视网络,实现对整个系统的遥测、遥信、遥控。该系统可实现提高生产效率、降低事故率,减少故障处理时间、减少现场操作人员、提高经济效益。
§2 集控系统的描述
目前,PLC始终处于工业自动化控制领域的主战场,为各种各样的自动化控制设备提供了非常可靠的控制应用。其主要原因,在于它能够为自动化控制应用提供安全可靠和比较完善的解决方案,适合于当前工业企业对自动化的需要。
在全球工业计算机控制领域,围绕开放式过程控制系统、开放式过程控制软件、开放式数据通信协议,已经发生巨大变革。随着PLC(SoftPLC)控制组态软件技术的诞生与完善和发展,安装有SoftPLC组态软件和基于工业PC过程控制系统正在逐步得到发展。对于控制软件来讲,是PLC控制器的核心,向工业用户提供开放式的编程组态工具软件。开放式通信网络技术也得到了突破,其结果是将PLC融入更加开放的工业自动化控制。
本系统采用全分布式控制结构。由井下控制站和综合操作台构成。综合操作中心位于地面中央控制室。系统采用日本菱电公司的 AnS和FX系列PLC,控制主站与控制分站之间采用菱电开放的网络总线结构CC-bbbb,控制分站与传感器之间采用距阵结构联接,控制主站与综合操作台的监控上位机之间通过CC-bbbb总线网络联接。控制分站负责现场设备的数据采集和控制,通过监控,可对整个系统的设备进行监视和集中控制。

本系统是以菱电AnS和FX系列PLC作为主控元件,具有防潮、抗干扰能力强,现场易编程、易扩展,基本免维护,并能够实现软件控制化,自动检测系统故障等功能。系统采用多台PLC组成数据传输网络,达到不同的规模控制。完成一个系统内多条皮带全过程的监控、监测、连同地面指挥管理中心站,构成一个完善的监控系统。
§3 网络系统
考虑到煤矿的现场情况和控制距离,在地面控制中心设置控制主站,采用三菱的大中型PLC-AnS系列,网络选用开放的CC-bbbb总线,在控制距离大于1200米的两个控制站间要加中继器,在皮带机头设置控制设备分站。控制设备分站负责现场的信号采集与现场的实时控制。
系统为实时监控网络结构,具备有完善的生产监控管理功能,对皮带运输主要环节及相关的辅助环节的生产过程进行实时数据采集、传输、处理、显示、记录打印,对井下运输皮带系统进行远程集中监控,配合工业电视系统进行安全图像监视,以确保人员及设备的安全。
监控网络实施后,操作员可在中控室终端上监视控制运输皮带生产过程,完成对运输皮带生产及相关环节的“遥测、遥信和遥控”,实现矿井运输皮带生产系统的综合自动化。
1. 实时运行参数监测。各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
2. 实时过程控制。分析采集的参数,各系统自动完成过程控制,或由操作员操作控制
3. 历史数据查询。以上生产实时监测数据均可存贮于生产实时数据历史数据库中,可实现历史回显、历史趋势分析,及直方图、饼图等进行综合分析。
4. 设备故障及模拟量超限报警。当设备故障或模拟量超限时,生产监测及管理网络同步显示故障设备名称,并可实现语音报警、实时打印故障功能。服务器将该故障信息存入故障信息数据库,供以后统计分析。
5. 优化生产计划。在网络服务器中建立了综合历史数据库,定时将生产、经营等数据存入数据库中,制作计划、生产完成情况的趋势分析图表,为今后的生产计划提供参考;根据外运下达计划和设备实际状态、仓储煤量,合理安排生产计划、设备维修计划,以*大限度地减少对生产的影响。

§4 操作员工作站
根据监控子系统功能,在监控中心设置工作站,运输系统监控工作站它们的功能有:
1. 根据操作人员不同,设定不同的使用权限,各司其职;
2. 提供交互式全中文界面的操作平台,各子系统设备运行状态及参数直观动态显示;
3. 根据工艺流程及联锁关系实现各子系统的自动/手动/就地控制;
4. 实时设定各种运行、生产工艺参数;
5. 实时监视各子系统设备的运行参数及状态,将各参数数据贮存在硬盘上,将必要的数据上传至数据服务器;
6. 实时监视各子系统传感器的当前状态及参数;
7. 对各个设备及必要传感器的故障状态实时报警,报警方式为声光报警。并且打印实时报警,将报警数据贮存入数据服务器,便于统一管理,以便对报警信息进行事故分析;
8. 随时查询、打印实时趋势以及任意时间段的历史趋势;
9. 随时查询、打印任意时段历史数据报表。
§5 工程师站
工程师站除具有操作员工作站的一切功能外,还具有如下功能。
1. 根据工艺的调整在线修改控制器程序,以适应新工艺的需要;
2. 将监控系统中有关数据进行转换,进入全矿的信息管理系统中;
3. 设置彩色打印机,打印实时的彩色画面及彩色的趋势图;
4. 当某个子系统的操作员工作站发生故障时,可以马上通过设定操作人员权限,将工程师站转换成为该子系统的操作员工作站。
§6 皮带运输监控系统