





来宾西门子专业授权代理商
随着自动化水平的日益提高,基于触摸屏技术的人机界面(HMI)技术应用日益深入到装备制造业的各个领域。随着HMI的功能和配置升级,原来较为复杂的一些控制领域也得到应用,呈现触摸屏技术出特有的人性化友好和信息化人机工程优势。本文的把HMI应用到点胶机器人上的控制监控管理,就是典型的案例。
电路板表面贴装技术(SMT)工艺流程由丝印(或点胶); 贴装 (固化);回流焊接;清洗;检测等工艺环节组成。丝印或点胶工艺作用是将焊膏或贴片胶漏印到PCB的焊盘上,为元器件的焊接做准备。所用设备为丝印机(丝网印刷机),位于SMT生产线的*前端。点胶是将胶水滴到PCB的的固定位置上,其主要作用是将元器件固定到PCB板上。所用设备为点胶机,位于SMT生产线的*前端或检测设备的后面。关键工艺设备点胶机器人得到越来越广泛的应用。
2 系统分析
对于自动化点胶机器人来说,其主要动作有两种:一种是到达每一位置点后点胶一次,例如按键类的点胶处理,此种处理容易控制,仅仅需要点到点的点位控制即可;另一种则是实现轨迹运动的处理,如直线、圆弧、点线等。此种点胶要求比较高,必须确保点到点的插补联动要求。
点胶机工艺在人机交互的这个方面,应用较为多的是传统的按键操作配合LED显示,可操作性、扩展性比较差。自动化程度更高的是采用专用运动控制器的机器人方式。点胶机器人的成本较高,并且集成的运动控制器可开发性比较差。针对此种情况,项目使用人机界面作为人机交互的窗口,实现M型桌面机器人的控制器。台达DOP系列触摸屏人机界面以其丰富灵活的组态方式、功能强大的宏旨令能够很好的满足系统的要求。
3 系统设计
M型桌面机器人的控制器由三台伺服电机带动传动机构与胶枪进行X/Y/Z轴的点线运动来完成点胶工作。机器人的控制器是在运动板卡上采用VC++语言进行二次开发,集成了日本三菱A系列PLC的协议(此协议的集成是为了更好的匹配DOP人机界面)。由于采用了运动板卡,存贮介质一般选用为电子盘。但考虑到使用了人机界面,一些重要的数据、参数与工艺要求存贮在HMI中。
3.1 HMI功能设计
(1)实现50套工艺参数存储要求,包括单轴,多轴完成MOVE ARC LINE等参数的字符存贮。
(2)在人机界面上需要完成较为复杂的功能(目前很多人机界面做不到)包括:下拉列表的选择
;自由点选字符命令参数并记忆选择的参数;由选择到的参数组合成工艺。
(3)字符信息实时反馈机构的执行情况等。
3.2 下拉列表编程
以下拉列表的实现,可以达到如图1所示的效果。

通过对测箭头按键的点击来选择不同的编号工艺,只可以在一个画面操作,不可以用换画面来实现。点击任意工艺内容,可以轻松的修改工艺。
由于DOP系列触摸屏组态软件中并没有这样的下拉列表组件。*终用简易指示灯、切换子画面、数值显示、设常数值、指针并配合控制器程序实现,达到了通常只有桌面形计算机才能完成的功能。
3.3 自由点选命令编程

要将如图2所示的这些命令点选后组成工艺参数,下达给控制器。难点在于“数字”与“字符”的转换处理。这一难点的实现得益与DOP内部丰富的宏指令。
3.4 系统信息实时DOP显示
系统信息实时DOP显示难点在于要显示长字符串,长字符串中还要由“随时可变”的字符。这一技术要点的实现*终靠*$指针来实现,“随时可变”的字符也用指针变量。单然,程序上还要做一些运算和处理来显示正确的信息。
以上介绍的只是程序上众多技巧的一部分,由于篇幅的关系和基于可以技术产权的关系,本文并不能详述更多。客户的技术人员特别聘请了韩国很有声望的工程师,这位工程师对于DOP强大的功能赞不绝口。
3.5 界面装饰
界面的装饰是常经常被自动化研发工程师忽视的一个问题。人机界面的使用不仅在操作的方便性上,也会显示更多的信息。界面的装饰对人的视觉感观影响很大,一个好的界面会对人产生强烈的冲击,一个好的人机界面程序一定包含美的视觉。本程序在美化界面方面做了很多工作,很多按键都是用图形软件精心处理过的。几幅程序美化的截图如图3所示。

现以相同的机械条件,比较位置与速度两种控制模式,运行速度的稳定性。
机械传动方式为同步带方式;
伺服电机为r88m-g型伺服电机;
驱动器为r88d-gt型驱动器;
上位机控制器为cp1h-xa型。
一、 位置控制模式
1、 位置控制时的控制接线方式

2、 必要的参数设定:pn02(控制模式选择) 设定为0。
位置控制时主要是通过上位机plc中的sped指令设定伺服电机的运行频率。
3、 位置控制时,用cx-drive软件监视伺服电机的速度曲线。如下图:
二、 速度控制模式
1、 速度控制时的控制接线方式
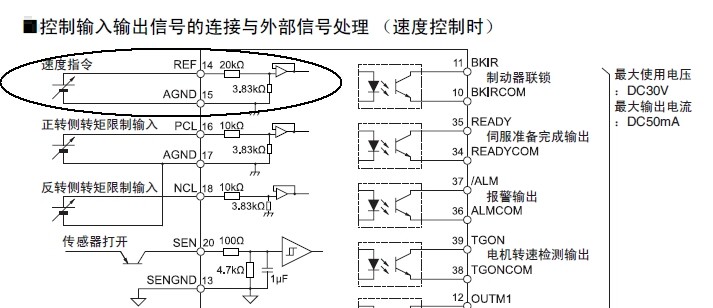
2、 必要的参数设定:pn02(控制模式选择) 设定为1。
通过外接0—10v dc信号,由电位器输入到plc的a/d中,由plc的d/a输出来控制伺服电机运行。
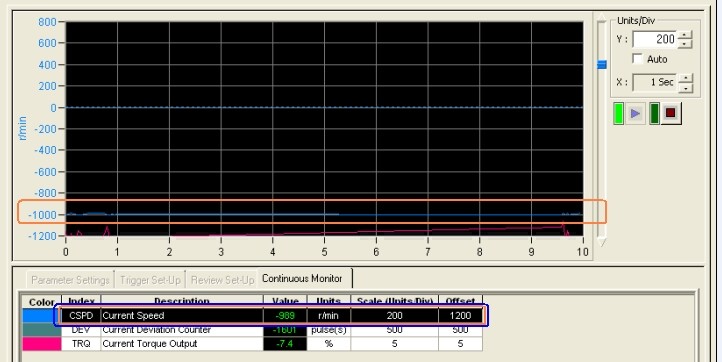
3、 速度控制时,用cx-drive软件监视伺服电机的速度曲线。如下图:

三、
根据上述的速度曲线图中的比较,说明位置控制模式下的速度控制比速度模式下的速度控制要稳定。经长时间的生产运行,位置模式控制的速度一直都很稳定,满足的用户的要求。