朝阳西门子专业授权代理商
西门子S7-300PLC是模块式的PLC,它由以下几个部分组成:
(1)处理单元(CPU)
各种CPU有不同的性能,例如有的CPU集成有数字量和模拟量输入/输出点,有的CPU集成有PROFIBUS-DP等通信接口。CPU前面板上有状态故障指示灯、模式开关、24V电源端子、电池盒与存储器模块盒(有的CPU没有)。
(2)负载电源模块(PS)
负载电源模块用于将AC220V电源转换为DC24V电源,供CPU和I/0模块使用。额定输出电流有2A、**和10A3种,过载时模块上的LED闪烁。
(3)信号模块(M)
信号模块是数字量输入/输出模块和模拟量输入/输出模块的总称,它们使不同的过程信号电压或电流与PLC内部的信号电平匹配:信号模块主要有数字量输入模块SM321和数字量输出模块SM322。模拟量输入模块SM331和模拟量输出模块SM332。模拟量输入模块可以输入热电阻、热电偶、DC4-20mA和DC0-1OV等多种不同类型和不同量程的模拟信号。每个模块上有一个背板总线连接器,现场的过程信号连接到前连接器的端子上。
(4)功能模块(FM)
功能模块主要用于对实时性和存储容量要求高的控制任务,如计数器模块、*/慢速进给驱动位置控制模块、电子凸轮控制器模块、步进电动机定位模块、伺服电动机定位模块、未定和连续路径控制模块、闭环控制模块、工业标识系统的接口模块、称重模块、位置输入模块、超声波位置等。
(5)通信处理器(CP)
通信处理器用于PLC之间、PLC与计算机和其他智能设备之间的通信,可以将PLC接入PROFIBUS-DP、AS-i和工业以太网,或用于实现点对点通信等。通信处理器可以减轻CPU处理通信的负担,并减少用户对通信的编程工作。
(6)接口模块(IM)
接口模块用于多机架配置时链接主机架(CR)和扩展机架(ER)。S7-300通过分布式的主机架和3个扩展机架,多可以配置32个信号模块、功能模块和通信处理器。
(7)导轨
铝质导轨用来固定和安装S7-300上述的各种模块。
西门子模块中国总代理商成立于2010年,有自己的盘柜生产基地。主要从事自动化控制工程方案设计、软件编程、电控柜组装、开关柜设计、现场工业电气安装、工业系统调试、流水线编程调试、软件解决方案、组态界面设计、可视化设计等,作为电控柜/开关柜厂家,为工业自动化及贸易公司提供,业务涉及:自动化领域机械自动化自动化生产线自动化产品贸易等,公司还开展电控柜成套业务,电控柜、开关柜等产品品质达到质量标准。并开拓了食品饮料、环保、水泥、冶金、船舶、机场、汽车等领域客户。
项目背景
铁厂的生产工序几乎都需要用水。水用于冷却设备构件、产品、副产品和其他介质如润滑油等,还用于洗涤产品或含烟尘气体,剥离钢板表面氧化铁皮、粒化冶金渣和输送物料,制备酸洗液和乳化液等溶液,以及用于生产蒸汽等。对水的需求比较大,迫切的需要自动化,使用自动化控制的系统钢铁厂水的循环利用率达到95%左右,个别厂甚至高达97~98%。
钢铁厂节约用水的主要途径是:
①提高水的循环利用率。
②提高水的重复使用量,根据各种用水设备对水质要求的不同,按对水质要求的高低,循序重复使用。
③改革冷却工艺。冶金炉采用汽化冷却不仅可以节约用水,还可以延长所冷却构件的寿命和综合利用废热。采用空气-水热交换器代替敞开式冷却设施,可避免冷却水的损失。
④采用不用水或少用水的生产工艺,如焦化厂采用干法熄焦,以干法除尘代替湿法除尘等,都可节约用水。
⑤加强管理和维护,杜绝水的漏损和浪费,安装计量仪表和调节、控制装置,控制用水量
一 、840D系统操作
SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:
· 开发和修改零件程序
· 执行零件程序
· 手动控制
· 读入/读出零件程序和数据
· 编辑程序数据
· 报警显示和取消报警
· 编辑机床数据
· 在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)
用 户接口包括:
· 显示元件,如监测器,LED等;
· 操作元件,如键,开关,手伦等。
840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动: 手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可。
·自动: 840D的程序一般来讲是在NCK的RAM里执行,对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.
·MDA MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.
·REPOS 重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键。
·程序 模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行。

借助于 ET 200SP 的 CM AS i Master ST 通信模块,可通过在 TIA Portal 进行工程组态来实现 AS interface 网络的模块化、简易和高性能扩展。
可以将多 8 个 CM AS‑i Master ST 单元插到一个带 IM 155‑6PN 的 ET 200SP 站中。如果使用的是 IM 155‑6PN 高性能型,ET 200SP 站中的 CM AS‑i Master ST 的数量可以增加。大组态取决于所用的接口模块。可根据模块的数量,在 ET 200SP 中实现多个主站以及单主站。
与接口模块一起,可以组装可扩展的 PROFINET/AS-Interface link 或 PROFIBUS/AS-Interface link。
使用 STEP 7,只需一种组态工具,即可对 AS-Interface 网络进行一致性组态和编程。
提供有 PRonETA PC 程序(用于带 PROFINET 接口模块的 ET 200SP),可在无 CPU 调试 AS-Interface 网络时,方便地进行输入/输出测试;请参见 www.siemens。。com/proneta。
为了将 AS-Interface 网络连接到具有以太网/IP 和 Modbus TCP 的系统,可以使用 ET 200SP 多现场总线接口模块 IM155-6MF 以及 CM AS-Interface Master ST 模块。
技术数据 表格 11- 45 外设模块的技术数据

使用该模块您可以扩展 CNC 自动化系统 SINUMERIK 828D 轴组合的性能。 PPU 借助 Numeric Control Extension NX10 可以多控制 8 个轴。 NX10 包含以下接口: ● 4 个 (X100 – X103) ● 4 个数字量输入端和 4 个数字量输入/输出端 (X122) ● 电源(X124)
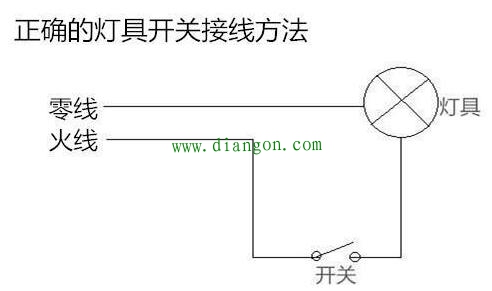
| LED灯需要的电流小,对电压和电流相当敏感,使用中会因为各种复杂原因造成感应发光。那么LED灯在关闭开关的情况下还会发出微弱的灯光是什么原因,有什么解决方法呢? 1、零线带电 这是*常见的情况,①因为水电工在排线的时候火线直接进了灯底座,零线进了控制开关。这就造成开关断开了,火线依然还在有电流过灯到达开关的一测,就造成灯还有微亮。解决办法:这种情况调整接线,让开关控制火线。
|