西门子驱动6SL3120-1TE23-0AA4参数详细
1·在硬件方面:
PLC的输入输出电路与内部CPU是电隔离。其信息靠光耦器件或电磁器件传递。CPU板还有抗电磁干扰的屏蔽措施。故可确保PLC程序的运行不受外界的电与磁干扰,能正常地工作。
PLC使用的元器件多为无触点的,为高度集成的,数量并不太多,也为其可靠工作提供了物质基础。
在机械结构设计与制造工艺上,为使PLC能安全可靠地工作,也采取了很多措施,可确保PLC耐振动、耐冲击。使用环境温度可高达摄氏50多度,有的PLC可高达80—90度。
有的PLC的模块可热备,一个主机工作,另一个主机也运转,但不参与控制,仅作备份。一旦工作主机出现故障,热备的可自动接替其工作。
还有更冗余的,采用三取一的设计,CPU、I/O模块、电源模块都冗余或其中的部分冗余。三套工作,zui终输出取决于三者中的多数决定的结果。这可使系统出故障的机率几乎为零。当然,这样的系统成本是很高的,只用于特别重要的场合,如铁路车站的道叉控制系统。
2.在软件方面:
PLC的工作方式为扫描加中断,这既可保证它能有序地工作,避免继电控制系统常出现的"冒险竞争",其控制结果总是确定的;又能应急处理急于处理的控制,保证了PLC对应急情况的及时响应,使PLC能可靠地工作。
为监控PLC运行程序是否正常,PLC系统都设置了"看门狗"(Watchingdog)监控程序。运行用户程序开始时,先清"看门狗"定时器,并开始计时。当用户程序一个循环运行完了,则查看定时器的计时值。若超时(一般不超过100ms),则报警。严重超时,还可使PLC停止工作。用户可依报警信号采取相应的应急措施。定时器的计时值若不超时,则重复起始的过程,PLC将正常工作。显然,有了这个"看门狗"监控程序,可保证PLC用户程序的正常运行,可避免出现"死循环"而影响其工作的可靠性。
PLC还有很多防止及检测故障的指令,以产生各重要模块工作正常与否的提示信号。可通过编制相应的用户程序,对PLC的工作状况,以及PLC所控制的系统进行监控,以确保其可靠工作。
PLC每次上电后,还都要运行自检程序及对系统进行初始化。这是系统程序配置了的,用户可不干预。出现故障时有相应的出错信号提示。
正是PLC在软、硬件诸方面有强有力的可靠性措施,才确保了PLC具有可靠工作的特点。它的平均*时间可达几万小时以上;出了故障平均修复时间也很短,几小时以至于几分钟即可。

常见故障现象分析及处理方法:
一般来说,当你拿到一台有故障的变频器,再上电之前要用万用表检查一下整流桥和IGBT模块有没有烧,线路板上有没有明显烧损的痕迹。
具体方法是:用万用表(好是用模拟表)的电阻1K档,黑表棒接变频器的直流端(-)极,用红表棒分别测量变频器的三相输入端和三相输出端的电阻,其阻值应该在5K-10K之间,三相阻值要一样,输出端的阻值比输入端略小一些,并且没有充放电现象。反过来将红表棒接变频器的直流端(+)极,黑表棒分别测量变频器三相输入端和三相输出端的电阻,其阻值应该在5K-10K之间,三相阻值要一样,输出端的阻值比输入端略小一些,并且没有充放电现象。否则,说明模块损坏。这时候不能盲目上电,特别是整流桥损坏或线路板上有明显的烧损痕迹的情况下尤其禁止上电,以免造成更大的损失。
如果以上测量结果表明模块基本没问题,可以上电观察。
(1) 上电后面板显示[F231]或[F002](MM3变频器),这种故障一般有两种可能。常见的是由于电源驱动板有问题,也有少部分是因为主控板造成的,可以先换一块主控板试一试,否则问题肯定在电源驱动板部分了。(2) 上电后面板无显示(MM4变频器),面板下的指示灯[绿灯不亮,黄灯快闪],这种现象说明整流和开关电源工作基本正常,问题出在开关电源的某一路不正常(整流二极管击穿或开路,可以用万用表测量开关电源的几路整流二极管,很容易发现问题。换一个相应的整流二极管问题就解决了。这种问题一般是二极管的耐压偏低,电源脉动冲击造成的。
(3) 有时显示[F0022,F0001,A0501]不定(MM4),敲击机壳或动一动面板和主板时而能正常,一般属于接插件的问题,检查一下各部位接插件。也发现有个别机器是因为线路板上的阻容元件质量问题或焊接不良所致。
(4) 上电后显示[-----](MM4),一般是主控板问题。多数情况下换一块主控板问题就解决了,一般是因为外围控制线路有强电干扰造成主控板某些元件(如帖片电容、电阻等)损坏所至,我分析与主控板散热不好也有一定的关系。但也有个别问题出在电源板上。

西门子模块6ES7288-2DT32-0AA0
产工作原理由一个中心有轴的光电码盘,其上有环形通、暗的刻线,
编码器(图5)有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。
由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料,玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高,金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级,塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。
分辨率—编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。
6主要作用它是一种将旋转位移转换成一串数字脉冲信号的旋转式传感器,
编码器(图6)这些脉冲能用来控制角位移,如果编码器与齿轮条或螺旋丝杠结合在一起,也可用于测量直线位移。
编码器产生电信号后由数控制置CNC、可编程逻辑控制器PLC、控制系统等来处理。这些传感器主要应用在下列方面:机床、材料加工、电动机反馈系统以及测量和控制设备。在ELTRA编码器中角位移的转换采用了光电扫描原理。读数系统是基于径向分度盘的旋转,该分度由交替的透光窗口和不透光窗口构成的。此系统全部用一个红外光源垂直照射,这样光就把盘子上的图像投射到接收器表面上,该接收器覆盖着一层光栅,称为准直仪,它具有和光盘相同的窗口。接收器的工作是感受光盘转动所产生的光变化,将光变化转换成相应的电变化。一般地,旋转编码器也能得到一个速度信号,这个信号要反馈给变频器,从而调节变频器的输出数据。故障现象:1、旋转编码器坏(无输出)时,变频器不能正常工作,变得运行速度很慢,一会儿变频器保护,显示“PG断开”...联合动作才能起作用。要使电信号上升到较高电平,并产生没有任何干扰的方波脉冲,这就必须用电子电路来处理。编码器pg接线与参数矢量变频器与编码器pg之间的连接方式,必须与编码器pg的型号相对应。一般而言,编码器pg型号分差动输出、集电极开路输出和推挽输出三种,其信号的传递方式必须考虑到变频器pg卡的接口,选择合适的pg卡型号或者设置合理.
编码器一般分为增量型与型,它们存着zui大的区别:在增量编码器的情况下,
编码器(图7)位置是从零位标记开始计算的脉冲数量确定的,而型编码器的位置是由输出代码的读数确定的。在一圈里,每个位置的输出代码的读数是*的; 当电源断开时,型编码器并不与实际的位置分离。如果电源接通,那么位置读数仍是当前的,有效的; 不像增量编码器那样,必须去寻找零位标记。
编码器的厂家生产的系列都很全,一般都是的,如电梯型编码器、机床编码器、伺服电机型编码器等,并且编码器都是智能型的,有各种并行接口可以与其它设备通讯。
编码器是把角位移或直线位移转换成电信号的一种装置。前者成为码盘,后者称码尺.按照读出方式编码器可以分为接触式和非接触式两种.接触式采用电刷输出,一电刷接触导电区或绝缘区来表示代码的状态是“1”还是“0”;非接触式的接受敏感元件是光敏元件或磁敏元件,采用光敏元件时以透光区和不透光区来表示代码的状态是“1”还是“0”。
按照工作原理编码器可分为增量式和式两类。
编码器(图8)增量式编码器是将位移转换成周期性的电信号,再把这个电信号转变成计数脉冲,用脉冲的个数表示位移的大小。式编码器的每一个位置对应一个确定的数字码,它的示值只与测量的起始和终止位置有关,而与测量的中间过程无关。
旋转增量式编码器以转动时输出脉冲,通过计数设备来知道其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备记忆的零点就会偏移,这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。这样的编码器是由码盘的机械位置决定的,它不受停电、干扰的影响。
编码器由机械位置决定的每个位置的*性,它无需记忆,无需找参考点,不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。
由于编码器在定位方面明显地优于增量式编码器,
编码器(图9)已经越来越多地应用于工控定位中。型编码器因其高精度,输出位数较多,如仍用并行输出,其每一位输出信号必须确保连接很好,对于较复杂工况还要隔离,连接电缆芯数多,由此带来诸多不便和降低可靠性,编码器在多位数输出型,一般均选用串行输出或总线型输出,德国生产的型编码器串行输出zui常用的是SSI(同步串行输出)。
多圈式编码器。编码器生产厂家运用钟表齿轮机械的原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘),在单圈编码的基础上再增加圈数的编码,以扩大编码器的测量范围,这样的编码器就称为多圈式编码器,它同样是由机械位置确定编码,每个位置编码*不重复,而无需记忆。多圈编码器另一个优点是由于测量范围大,实际使用往往富裕较多,这样在安装时不必要费劲找零点,将某一中间位置作为起始点就可以了,而大大简化了安装调试难度。多圈式编码器在长度定位方面的优势明显,已经越来越多地应用于工控定位中。


三相绕组可为星形或者三角形联结,相绕组由支路构成,支路有若干线圈组构成,线圈组又有分线圈构成。并且还有单双层之分。(这是对于双速电机来说的)一般来说,按照功率来分4千瓦以下的电机一般接成星形,大于4千瓦的电机接成三角形。这是一般的情况,还有特例的。

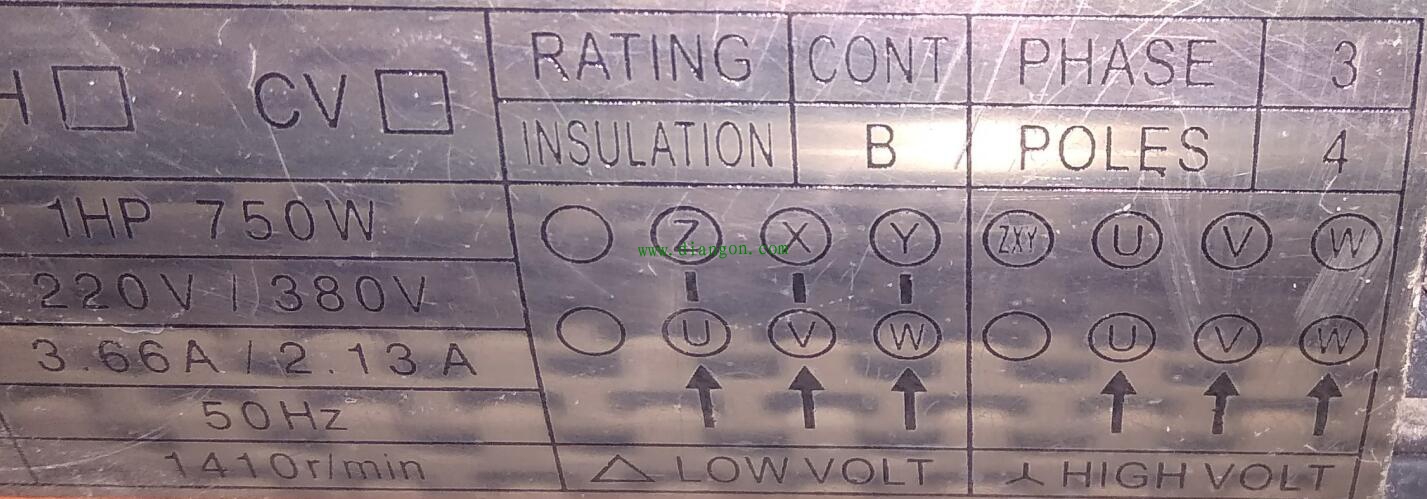
比如下图的两个铭牌,是以按电压的高低来区分接线方式的。那么问题来了我们遇到这种情况有没有想过这样一个问题:这样接的目的是啥,我们如果按照铭牌接就不会有问题了吗?版权所有!对于这个问题的回答我想用个实例来说明下:我们厂里边出现了这种三相电动机也就是双电压电动机,当时由于是晚上加班处理的,安装设备的厂家没有来,由于明天要试机,领导就指派我们去处理。
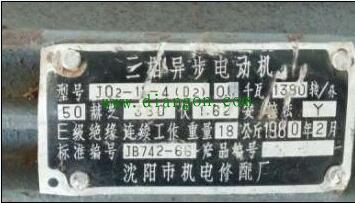
这个电动机安装的位置在传输带的下面,铭牌没有看的太清楚,由于是小体积的电动机,再加上接线盒中电动机出厂已经是三角形接法,谁知通上电的时候电动机有轻微的烟冒出来电动机还是依然顽强的转了起来。
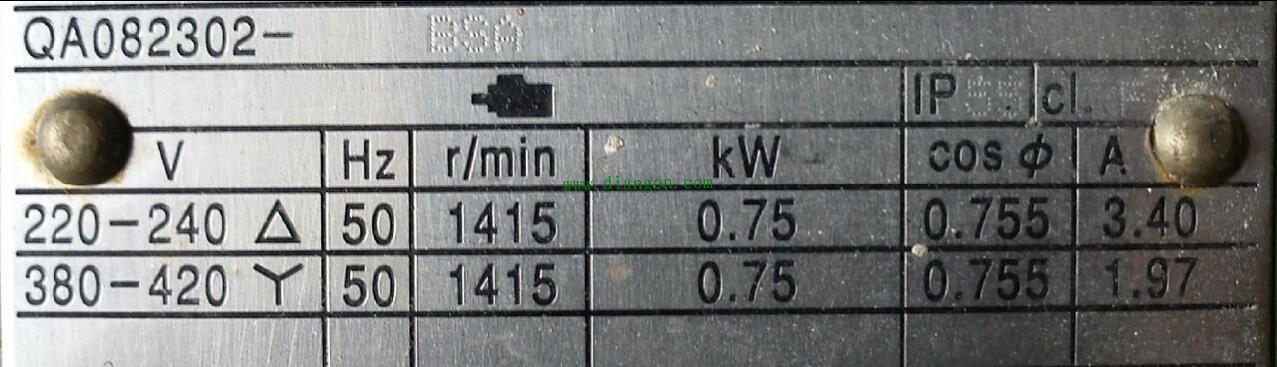
队友的实战给了我深深地震撼。其实铭牌上标明的很清楚,低电压三角形接法,高电压星形接法。由于是新设备电动机出厂就已经接好的接线方式,误导了,才造成这个事故。说信铭牌者,电动机不出事故。