6SL3040-0PA00-0AA1控制单元
组态王和多台西门子 S7-300、400PLC 通过 dp 协议通讯时,设备地址应如何定义?
1)硬件连接:计算机中插入一块 CP5611(或 CP5613)可实现将多个 S7-300/400PLC连接在一条 DP 总线上。
2)DP 协议设置:所有 PLC 必须设置的 DP Sle 站, CP5611(或 CP5613)要求通过 Simatic net 设置的 DP master 站;
3)组态王中设备地址定义:选择 PLC/西门子/S7-200 系列(DP)/Profibus-DP ,设备地址固定为 1.1 (该地址与从站 PLC 的地址设置无关)。
每一个状态或者步用一个状态元件表示,S0为初始步,也称为准备步,表示初始准备是否到位。其它为工作步。
状态元件是构成状态转移图的基本元素,是可编程控制器的软元件之一。 FX2N 共有 1000个状态元件,其分类、编号、数量及用途如表1所示。
表1 FX2N的状态元件
注:①状态的编号必须在范围内选择。
②各状态元件的触点,在PLC内部可自由使用,次数不限。
③在不用步进顺控指令时,状态元件可作为辅助继电器在程序中使用。
④通过参数设置,可改变一般状态元件和掉电保持状态元件的地址分配。
3.状态转移图(SFC)的画法
状态转移图(SFC)也称功能表图。用于描述控制系统的控制过程。
状态转移图的三要素:驱动动作、转移目标和转移条件。其中转移目标和转移条件*,而驱动动作则视具体情况而定,也可能没有实际的动作。
步与步之间的有向连线表示流程的方向,其中向下和向右的箭头可以省略。图中流程方向始终向下,省略了箭头。
哪些措施可以提高PLC系统的搞干扰性能

1.简介dao:
西门子PLC,是德国西门子(SIEMENS)公司生产的可编程序控制器,产品包括LOGO、S7-200、S7-1200、S7-300、S7-400等,具备体积小、速度快、标准化的特点,PLC可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。PLC采用梯形图、布尔助记符、功能表图、功能模块和语句描述编程语言,其不需要大量的活动元件和连线电子元件,编程简单,有较高的易操作性,能自动诊断,维修容易。
2.详细介绍:
1.SIMATICS7-200PLCS7-200PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATICS7-300PLCS7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独
的模块之间可进行广泛组合构成不同要求的系统。与S7-200PLC比较,S7-300PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。
3. SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300PLC可通过编程软件Step7的用户界面提供通信组态功能,这使得组态非常容易、简单。
4. S7-300PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于连接编程器、PC机、人机界面系统及其他SIMATICS7/M7/C7等自动化控制系统。
5.SIMATICS7-400PLCS7-400PLC是用于中、高档性能范围的可编程序控制器。S7-400PLC采用模块化无风扇的设计,可靠耐用,可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
3.产品历史:
西门子SIMATIC系列PLC,诞生于1958年,经历了C3,S3,S5,S7系列,已成为应用非常广泛的可编程控制器。
1、西门子公司的产品早是1975年投放市场的SIMATICS3,它实际上是带有简单操作接口的二进制控制器。
2、1979年,S3系统被SIMATICS5所取代,该系统广泛地使用了微处理器。
3、20世纪80年代初,S5系统升级——U系列PLC,较常用机型:S5-90U、95U、100U、115U、135U、155U。
4、1994年4月,S7系列诞生,它具有更化、更高性能等级、安装空间更小、更良好的WINDOWS用户界面等优势,其机型为:S7-200、300、400。
5、1996年,在过程控制领域,西门子公司又提出PCS7(过程控制系统7)的概念,将其优势的WINCC(与WINDOWS兼容的操作界面)、PROFIBUS(工业现场总线)、COROS(监控系统)、SINEC(西门子工业网络)及控调技术融为一体。
6、西门子公司提出TIA(TotallyIntegratedAutomation)概念,即全集成自动化系统,将PLC技术溶于全部自动化领域。
由初发展至今,S3、S5系列PLC已逐步退出市场,停止生产,而S7系列PLC发展成为了西门子自动化系统的控制核心,而TDC系统沿用SIMADYND技术内核,是对S7系列产品的升级,它是西门子自动化系统,功能强的可编程控制器。
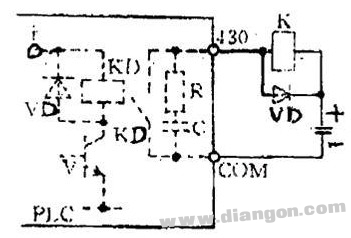
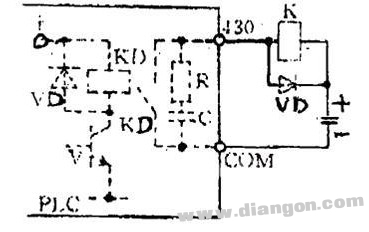
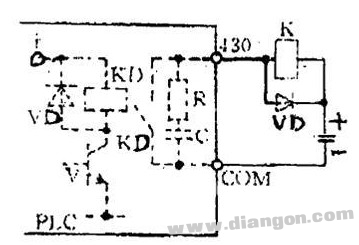
plc输出接点故障及排除可编程序控制器(PLC)广泛应用于工业控制,作为开关器件,它的输出接点常用来接通或断开外接的继电器、接触器线圈回路。但实际应用中PLC输出接点常会出现这样的故障:PLC输出接点能够在程序控制下接通外部电路,但不能在程序控制下断开外部电路。 |