





西门子S120电机驱动模块6SL3120-2TE21-8AD0
一、概述
在工业自动化控制系统中,西门子PLC系列是控制系统的核心。作为大中型自动化控制系统的解决方案,西门子PLC S7-300系列用途广泛。在工程项目中涉及到模拟量的控制时,用户需要配置模拟量输入输出模块对设备的工作状态进行监视。在西门子PLC S7-300系列的多种模拟量输入模块中,它们应用在不同的场合,对不同类型的模拟量信号进行采集。本文下面针对西门子PLC S7-300系列常用的两种模拟量输入模块进行对比说明,供用户在自动化控制系统的配置和调试过程中进行参考。
二、西门子PLC S7-300模拟量输入模块对比
在实际工程项目中,我们常用的模拟量输入模块有多种类型,本文下面选择两种常用的模拟量输入模块进行说明,它们的订货号是6ES7 331-7KF02 0AB0(以下简称A)和6ES7 331-1KF02 0AB0(以下简称B),下面就对它们的技术指标做一个比较:
1. 模拟量输入模块A和B都是8个模拟量的输入点数,其中模块A允许有4个点作为电阻测量的模拟量输入点数,模块B允许有8个点作为电阻测量的模拟量输入点数。它们选择的前连接器不同,模块A的前连接器为20针,而模块B的前连接器为40针;
2. 模拟量输入模块A和B的输入范围略有不同,模块A允许1~5V,-2.5V~2.5V,-250mV~250mV,-500mV~500mV,-80mV~80mV的电压测量范围;而模块B允许0~10V,-50mV~50mV的电压测量范围;对于电流的测量范围,模块A比模块B多了-10mA~10mA和-3.2mA~3.2mA两个范围;
3. 模拟量输入模块A和B的输入范围类型不同,模块A可以实现热电偶的输入信号,模块B没有此功能;对于热电阻类型的输入信号,模块A能实现并能进行温度补偿,而模块B没有温度补偿功能;
4. 模拟量输入模块A和B的测量精度不同,模块A在单极性情况下,测量精度能达到15位,在双极性的情况下为9,12,14位;模块B的测量精度为13位;
5. 模拟量输入模块A和B的中断,诊断功能不同。模块A可对通道0和通道2设置参数,实现诊断中断,对于极限值也可以设置参数;而模块B不具备中断和诊断中断功能。
西门子PLC,是德国西门子(SIEMENS)公司生产的可编程序控制器,产品包括LOGO、S7-200、S7-1200、S7-300、S7-400等,具备体积小、速度快、标准化的特点,PLC可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。PLC采用梯形图、布尔助记符、功能表图、功能模块和语句描述编程语言,其不需要大量的活动元件和连线电子元件,编程简单,有较高的易操作性,能自动诊断,维修容易。
2.详细介绍:
1.SIMATICS7-200PLCS7-200PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATICS7-300PLCS7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独
的模块之间可进行广泛组合构成不同要求的系统。与S7-200PLC比较,S7-300PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。
3. SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300PLC可通过编程软件Step7的用户界面提供通信组态功能,这使得组态非常容易、简单。
4. S7-300PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于连接编程器、PC机、人机界面系统及其他SIMATICS7/M7/C7等自动化控制系统。
5.SIMATICS7-400PLCS7-400PLC是用于中、高档性能范围的可编程序控制器。S7-400PLC采用模块化无风扇的设计,可靠耐用,可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
3.产品历史:
西门子SIMATIC系列PLC,诞生于1958年,经历了C3,S3,S5,S7系列,已成为应用非常广泛的可编程控制器。
1、西门子公司的产品早是1975年投放市场的SIMATICS3,它实际上是带有简单操作接口的二进制控制器。
2、1979年,S3系统被SIMATICS5所取代,该系统广泛地使用了微处理器。
3、20世纪80年代初,S5系统升级——U系列PLC,较常用机型:S5-90U、95U、100U、115U、135U、155U。
4、1994年4月,S7系列诞生,它具有更化、更高性能等级、安装空间更小、更良好的WINDOWS用户界面等优势,其机型为:S7-200、300、400。
5、1996年,在过程控制领域,西门子公司又提出PCS7(过程控制系统7)的概念,将其优势的WINCC(与WINDOWS兼容的操作界面)、PROFIBUS(工业现场总线)、COROS(监控系统)、SINEC(西门子工业网络)及控调技术融为一体。
6、西门子公司提出TIA(TotallyIntegratedAutomation)概念,即全集成自动化系统,将PLC技术溶于全部自动化领域。
由初发展至今,S3、S5系列PLC已逐步退出市场,停止生产,而S7系列PLC发展成为了西门子自动化系统的控制核心,而TDC系统沿用SIMADYND技术内核,是对S7系列产品的升级,它是西门子自动化系统,功能强的可编程控制器。
新疆西门子S7-300PLC模块代理商----西门子s7-300模块化结构及组成部分 6ES7322-8BF00-0AB0一、s7-300/400模块化结构
与小型plc(如西门子S7-200)不同,大中型PLC大的特点就是采用模块化控制系统,来满足中等或高性能要求的应用。在大中型PLC系统中,各种单独的模块之间可进行广泛组合以用于扩展,由于点数基本上不受太多的限制,其灵活性就非常高。

图1,模块化控制器的组成部分
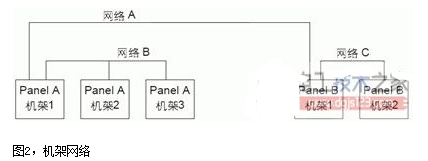
其中机架是用来安装处理器和I/O模块、特殊模块的,所有模块都可以很容易地沿着导轨插入到机架。不同类型的PLC系统其机架槽数不太一样,可以互联的机架数也不尽相同。大中型PLC系统在配置时,其机架数可以有很多,机架之间的关系可以用图2来表示。
二、西门子s7-300plc
1、模块化结构
S7-300为节省空间的模块化结构设计,可以适配用户现有的各种机械控制任务,不需要考虑槽位规则。在运行时,无需风扇。除模块外,只需要DIN标准的导轨,就可以将模块旋转到位,安装在导轨上并用螺钉紧固。这种结构形式非常牢固并且有很高的电磁兼容性。S7-300的背板总线集成在模块上,通过将模块插入到总线连接器进行装配。
如图3,为S7-300模块化结构安装现场。
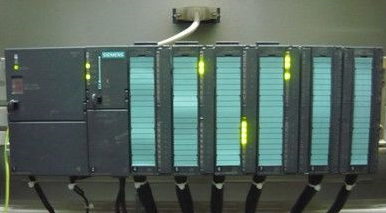
图3S7-300模块化结构安装现场
s7-300是模块化的组合结构,根据应用对象的不同,可选用不同型号和不同数量的模块,并可以将这些模块安装在同一机架(导轨)或多个机架上,如图4。

功能强大的PLC,满足中、高性能要求。
要求的任务的解决方案。
品种齐全的模块和性能分级的 CPU,适应自动化任务。
通过简单实施分布式结构可实现灵活的使用;操作简单的连接方法。
的通讯和网络连接选件。
方便用户和简易的无风扇设计。
当控制任务增加时,可自由扩展。
多CPU运行:
多个 CPU 在一个 S7-400 中央控制器中运行。
通过多处理器计算扩大 S7-400 的整体性能。例如,复杂的任务可以分解为各种技术,如开环控制、计算或通讯,并分配给不同的 CPU。每个 CPU 可赋与其本地的 I/O。
模块化:
功能强大的 S7-400 背板总线和可以直接连接到 CPU 的通讯接口可以实现许多通讯线路的高性能操作。例如,这允许把一条通讯线路用于 HMI 和编程任务,一条通讯线路用于高性能和等距运动控制组件,一条通讯线路用于普通 I/O 现场总线。还可以执行额外需要的与 MES/ERP 系统或 Internet 的连接。
工程和诊断:
尤其是在使用采用高性能工程组件的大量自动化解决方案时,使用 SIMATIC 工程工具可以极为有效地组态和编程 S7-400。为此,提供有可**语言(如 SCL)、用于顺序控制的图形工程工具、状态图和技术功能图。
S7-400H
采用冗余设计的容错自动化系统。
适合对故障安全要求很高的应用。
满足重启动费用高、昂贵的停机、极少的监控以及很少的维护的过程应用。
冗余的集**能。
提高 I/O 的可用性:网管型 I/O 配置。
也可作为标准 I/O 使用:单边配置。
热后备:发生故障时,可自动切换到备用设备。
采用 2 个独立机架或一个分开的中央机架进行配置
经过冗余 PROFIBUS-DP 来连接切换的 I/O。
S7-400F/FH
故障安全型自动化系统,大大提高了工厂生产过程的安全性
符合 IEC 61508 SIL3、DIN V 19250 AK6 和 EN 954-1 Cat.4 等安全要求。
如果需要,也可通过冗余设计而实现容错
安全相关的 I/O 不增加接线:
通过采用 PROFIsafe 行规的 PROFIBUS DP 进行安全通讯
基于带有故障安全模块的 S7-400H 和 ET 200M
标准模块可以使用在自动化系统的非故障安全型应用场合
隔离模块,用于在一个 ET 200M 的安全模式中组合使用故障安全型模块和标准模块。
一、S7-300特点描述
模块化微型PLC 系统,满足中、小规模的性能要求
各种性能的模块可以非常好地满足和适应自动化控制任务
简单实用的分布式结构和多界面网络能力,使得应用十分灵活
方便用户和简易的无风扇设计
当控制任务增加时,可自由扩展
大量的集成功能使它功能非常强劲
用于恶劣环境条件下的PLC
扩展温度范围从-25°C 到+70°C
适用于特殊的环境( 污染空气中使用)
允许短时冷凝以及短时机械负载的增加
S7-300 采用经过认证的PLC 技术
易于操作、编程、维护和服务
特别适用于汽车工业、环境技术、采矿、化工厂、生产技术以及食品加工等领域
低成本的解决方案
PID控制器的参数整定是控制系统设计的核心内容。它是根据被控过程的特性确定PID控制器的比例系数、积分时间和微分时间的大小。
PID控制器参数整定的方法很多,概括起来有两大类:一是理论计算整定法。它主要是依据系统的数学模型,经过理论计算确定控制器参数。二是工程整定方法,它主要依赖工程经验,直接在控制系统的试验中进行,且方法简单、易于掌握,在工程实际中被广泛采用。
PID控制器参数的工程整定方法,一般采用的是临界比例法。利用该方法进行 PID控制器参数的整定步骤如下:(1)预选择一个足够短的采样周期让系统工作;(2)仅加入比例控制环节,直到系统对输入的阶跃响应出现临界振荡,记下这时的比例放大系数和临界振荡周期;(3)在一定的控制度下通过公式计算得到PID控制器的参数。
PID参数的设定:是靠经验及工艺的熟悉,参考测量值跟踪与设定值曲线,从而调整P\I\D的大小。比例I/微分D=2,具体值可根据仪表定,再调整比例带P,P过头,到达稳定的时间长,P太短,会震荡,永远也打不到设定要求。
PID控制器参数的工程整定,各种调节系统中P.I.D参数经验数据以下可参照:
温度T:P=20~60%,T=180~600s,D=3-180s;
压力P: P=30~70%,T=24~180s;
液位L: P=20~80%,T=60~300s;
流量L: P=40~****,T=6~60s。
这里介绍一种经验法,方法的基本程序是先根据运行经验,确定一组调节器参数,并将系统投入闭环运行,人为地加入阶跃扰动(如改变调节器的给定值),观察被调量或调节器输出的阶跃响应曲线。若认为控制质量不满意,则根据各整定参数对控制过程的影响改变调节器参数。这样反复试验,直到满意为止